

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
В табл.11 указана величина механического пригара на отливках из стали высоколегированных хромоникелевых толщиной 50 мм в зависимости от размеров зерен материалов; связующим материалом во всех смесях было жидкое стекло[5].
Таблица 11
Величина пригара в зависимости от размеров зерен материалов
| Материалы | Глубина проникновения стали в мм при размерах зерен песка в мм | ||||||
| 0,4-0,62 | 0,315-0,39 | 0,25-0,30 | 0,16-0,24 | 0,10-0,15 | 0,063-0,09 | менее 0,063 | |
|
Кварцевый песок......…… Хромомагнезит.......…….. Магнезит..........…………. Шамот..........…………….. Кианит...........…………… Оливин...........…………… Корунд белый........……... Рутиловый концентрат… |
2,2 1,3 2,2 2,9 1,8 1,6 - - |
2,0 1,3 1,7 2,2 1,7 1,0 - - |
1,8 1,0 1,8 1,9 1,3 0,9 - - |
1,5 1,3 1,65 1,5 0,9 0,7 - 0,0 |
1,4 0,6 1,4 0,5 0,6 0,8 0,4 0,0 |
0,8 0,0 0,6 0,5 0,3 0,2 0,2 0,0 |
0,0 0,0 0,0 0,0 0,0 - - - |
Как видно, пригар существенно уменьшается с уменьшением размеров зерен, а конечная глубина проникновения металла сокращается быстрее у материалов с повышенными теплоизоляционными свойствами. Так, при уменьшении зерен с 0,4 - 0,62 до 0,063 - 0,09 мм глубина проникновения стали в кварцевый песок сократилась в 2,75 раза, в шамот - в 5,8 , в кианит - в 6 раз.
Величина пригара на хромомагнезитовой смеси при изменении размеров зерен с 0,4 - 0,62 до 0,16 - 0,24 мм не изменилась, и только после уменьшения зернистости до 0,10 - 0,15 она резко сократилась.
При размерах зерен менее 0,06 мм для большинства смесей пригар отсутствовал, для хромомагнезитовых смесей он был исключен при размере зерен 0,063 - 0,09 мм, а для рутиловых - при 0,16 - 0,24 мм.
 Хромомагнезитовые смеси характеризуются
весьма рассосредоточенным зерновым составом; молотый хромомагнезит, как
правило, содержит 20-30% фракции (-005), поэтому поры в смеси чрезвычайно малы,
что приводит к отсутствию пригара на отливках. Укладка зерен песка в смеси
близка к кубической, и радиус поры составляет 0,31 - 0,41 радиуса зерна. Приняв
это и учитывая только величину зерна песка, можно для данных сплава и
формовочного материала при определенных величинах поверхностного натяжения и
смачивания рассчитать капиллярное противодавление, возникающее в смеси при проникновении
металла, что позволяет установить критическую величину металлостатического напора.
Хромомагнезитовые смеси характеризуются
весьма рассосредоточенным зерновым составом; молотый хромомагнезит, как
правило, содержит 20-30% фракции (-005), поэтому поры в смеси чрезвычайно малы,
что приводит к отсутствию пригара на отливках. Укладка зерен песка в смеси
близка к кубической, и радиус поры составляет 0,31 - 0,41 радиуса зерна. Приняв
это и учитывая только величину зерна песка, можно для данных сплава и
формовочного материала при определенных величинах поверхностного натяжения и
смачивания рассчитать капиллярное противодавление, возникающее в смеси при проникновении
металла, что позволяет установить критическую величину металлостатического напора.
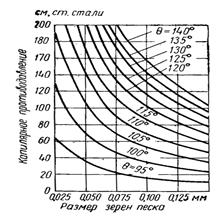
 На рис.16 в качестве примера приведена расчетная
диаграмма для сталей, обладающих плотностью 7,2 и поверхностным натяжением 1300
эрг/см2, позволяющая определить необходимую степень помола противопригарного
материала при заданных степени смачивания и высоте отливки. Так, например, по
данным поверхностное натяжение стали Х18Н9ТЛ равно примерно 1300 эрг/см2;
краевые углы смачивания окиси алюминия обезжелезенного циркона и магнезита
составляют 124, 122 и 114°; при высоте отливки 1, 5 м пригара не будет при
использовании этих материалов лишь с достаточно малыми размерами зерен
(0,073;0,069 и 0,054 мм). Эти расчетные данные достаточно близки к
экспериментальным (табл. 11)[5].
На рис.16 в качестве примера приведена расчетная
диаграмма для сталей, обладающих плотностью 7,2 и поверхностным натяжением 1300
эрг/см2, позволяющая определить необходимую степень помола противопригарного
материала при заданных степени смачивания и высоте отливки. Так, например, по
данным поверхностное натяжение стали Х18Н9ТЛ равно примерно 1300 эрг/см2;
краевые углы смачивания окиси алюминия обезжелезенного циркона и магнезита
составляют 124, 122 и 114°; при высоте отливки 1, 5 м пригара не будет при
использовании этих материалов лишь с достаточно малыми размерами зерен
(0,073;0,069 и 0,054 мм). Эти расчетные данные достаточно близки к
экспериментальным (табл. 11)[5].
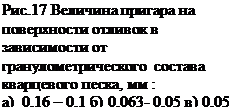
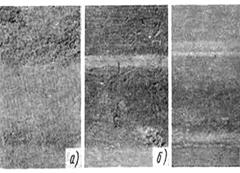
Аналогичные диаграммы можно составить для любой стали. На рис.17 показана поверхность опытных отливок толщиной 60 мм из стали Х15Н25В5ТЮ2, полученных в формах из корундовых песков одинакового химического, но различного гранулометрического состава. Для отливки а использовали смесь фракций 0,16 и 0,1 корундового песка (33% и 66% соответственно), для отливки б смесь фракций 0,063-0,05-(-005) в количестве 51-27-21% соответственно. Форма для отливки в была покрыта слоем краски из мелкодисперсного корунда (более 95% фракции -005).Как видно, с уменьшением зерен корунда до 0,063 мм и менее пригар полностью исчез.
Уменьшение величины зерен песка увеличивает поверхность соприкосновения пригарного вещества с поверхностью формы и, следовательно, опасность появления пригара, однако в этом случае возможно и уменьшение опасности образования пригара из-за уменьшения глубины проникновения пригарного образования в форму.
Таким образом, исследования показали, что при наличии высокого металлостатического давления одним из эффективных средств уменьшения пригара является применение мелкозернистого песка, имеющего низкую газопроницаемость.
Исключить образование механического пригара на стальных отливках можно, только используя весьма мелкие формовочные материалы. Естественно, что материалы с таким зерновым составом пригодны лишь для красок и паст.
3.3.2. Повышение степени уплотнения формы
Уменьшение размеров пор происходит не только при уменьшении размеров зерна, но и при увеличении уплотнения смеси. Это подтверждается результатами опытов, приведенных в табл.12[2]сталь заливалась при температуре 1680˚С.
Таблица 12
Влияние уплотнения на глубину проникновения пригарного слоя в форму
| Количество ударов бабы копра |
Песок крупный К063Б (0,31) |
Песок мелкий К016А (0,08) |
||
| Глубина в мм | Твердость в единицах | Глубина в мм | Твердость в единицах | |
|
1 2 3 7 10 15 |
0,46 0,44 0,39 0,45 0,40 0,37 |
44,0 66,9 70,0 78,0 78,3 81,0 |
0,24 0,26 0,25 0,16 0,15 0,12 |
58,5 66,8 72,0 85,0 87,5 88,0 |
Из рассмотрения результатов опытов можно сделать выводы:
1. Глубина проникновения пригарного слоя не пропорциональна увеличению количества ударов бабы копра.
2. Не наблюдается четкой закономерности между глубиной проникновения и поверхностной твердостью формы.
Такая же малая зависимость глубины проникновения от поверхности твердости в границах 25-75 наблюдалась при весе отливки до 15 кг. При весе отливки 500 кг наблюдалось уменьшение пригара только при увеличении поверхностной твердости свыше 65 единиц. Из табл. 4 видно, что для смесей типа К063Б и К016А «критическая твердость» наступает при превышении приблизительно 80 единиц.
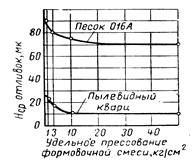 В работе[13] изучали влияние уплотнения смеси на
глубину проникновения стали, используя песок марки 016А и пылевидный кварц.
Температура заливки стали составляла 1560°. Полученные данные (Рис.18) показывают,
что средняя величина выступов Нср уменьшается с повышением уплотнения формовочной
смеси. Более заметно это проявляется при уплотнении смеси до 10 кг/см2.
Дальнейшее повышение давления не оказывает заметного влияния на изменение
глубины проникновения стали.
В работе[13] изучали влияние уплотнения смеси на
глубину проникновения стали, используя песок марки 016А и пылевидный кварц.
Температура заливки стали составляла 1560°. Полученные данные (Рис.18) показывают,
что средняя величина выступов Нср уменьшается с повышением уплотнения формовочной
смеси. Более заметно это проявляется при уплотнении смеси до 10 кг/см2.
Дальнейшее повышение давления не оказывает заметного влияния на изменение
глубины проникновения стали.
Таблица 13
Влияние степени уплотнения смесей на глубину проникновения жидкой стали
| Песок для форм | Степень уплотнения, единиц, по твердомеру | Газопроницаемость, единиц | Средняя глубина проникновения, мм. |
|
Крупный марки К04Б |
50 65 80 85 91 |
710 460 340 285 200 |
0, 8 0, 5 0, 3 0, 2 0, 2 |
|
Мелкий марки К016А |
45 57 70 85 91 |
138 120 102 30 19 |
0, 2 0, 1 0, 09 0, 08 0, 07 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
