

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
Наружные сферические поверхности отливок со стенкам 50-70 мм получаются с легкоотделимым пригаром в (см рис.1). Здесь сказываются усадка металла и прочность формы в горячем состоянии, чему способствует зазор. Увеличит прочность формы при высокой температуре можно добавкам в исходную смесь жидкого стекла, железных руд и других плавней. Внутренние поверхности таких отливок рекомендуется покрывать пастами или облицовками на основе циркона корунда, хромомагнезита и магнезита.
В формах из песчано-масляных и песчано-смоляных смесей отливки с толщиной стенки до 15-25 мм получаются с мало развитым пригаром. Песок в этом случае должен быть очищенным от глин и других плавней, а крепители не должны после выгорания оставлять много золы. Более толстостенные отливки следует изготовлять с применением высокоогнеупорных покрытий из маршалита, циркона (для стенок 30-60 мм) и корунда, хромомагнезита, магнезита (для стенок толщиной более 60 мм).
При превышении критического напора металла в форме следует применять либо более мелкозернистые пески, либо специальные мелкозернистые высокоогнеупорные материалы в виде покрытий и облицовок на формах. Характер атмосферы в форме после заливки при применении перечисленных высокоогнеупорных материалов влияет менее заметно, чем при применении кварцевых песков. С увеличением окислительной способности газов лишь несколько снижается огнеупорная стойкость противопригарного покрытия, особенно на основе маршалита и циркона. Меры по устранению пригар сводятся к подбору вида покрытия в зависимости от толщины стенки. Для форм отливок с толщиной стенки 20-25 мм достаточно маршалитовых красок. Формы отливок со стенками 25-50 мм требуют покрытия красками или пастами на основе глинозема, циркона или корунда.
Формы более толстостенных отливок целесообразно покрывать пастами на основе корунда, хромомагнезита магнезита[10,1].
3.3. Сокращение пористости
Для уменьшения проникновения металла в форму необходимо сократить размер пор на ее поверхности. Для этого применяются следующие методы: уменьшается размер зерновых составляющих, увеличивается уплотняемость формовочных материалов, на поверхность формы наносятся краски и применяют спекающиеся формовочные смеси. На основание этих данных проанализируем их.
3.3.1. Уменьшение размеров зерна
Зерновые составляющие изменяют сопротивление проходу пригарного вещества в глубь формы. Чтобы снизить механический пригар, прежде всего надо сократить размер пор в поверхностном слое формы. Для этого применяют более мелкие пески или в крупные и среднезернистые пески вводят мелкие фракции, в том числе пылевидный кварц[2,3,6,9,10,13].
Средняя величина зерна определяется главным образом требованиями газопроницаемости. Уменьшение газопроницаемости может быть достигнуто применением более мелкого песка и добавлением более мелких зерен к более крупным. Во втором случае можно опасаться увеличения скорости образования промежуточных пригарных соединений, что увеличивает пригар. При одинаковой газопроницаемости пригар будет меньше у смеси однородных, но более мелких зерен, по сравнению со смесью из более крупных и мелких зерен. Однако при однородном песке увеличивается опасность образования ужимин.
По влиянию количества добавляемых мелких зерен на относительный пригар можно различать три области (рис.11)[3]: I- количество добавляемых мелких зерен недостаточно и их влияние неэффективно; II-достигается наибольшая эффективность при определенном соотношении между крупными и мелкими зернами; III-ухудшаются технологические свойства главным образом за счет изменения физико-химических свойств смеси.
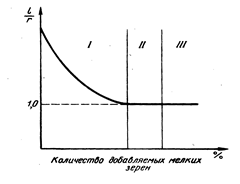 Наибольшая эффективность достигается при добавлении
в смесь до 25% кварцевой муки, размер зерен которой не должен превосходить 40%
диаметра крупных зерен. Оптимальное количество добавки мелких зерен и минимальный
пригар зависят от минералогического и химического состава зерен. Наиболее распространены
мелкие зерна кварца (кварцевая мука). Особую осторожность надо соблюдать при
добавлении кварцевой муки к не кварцевым зернам вследствие увеличения пригара.
Наибольшая эффективность достигается при добавлении
в смесь до 25% кварцевой муки, размер зерен которой не должен превосходить 40%
диаметра крупных зерен. Оптимальное количество добавки мелких зерен и минимальный
пригар зависят от минералогического и химического состава зерен. Наиболее распространены
мелкие зерна кварца (кварцевая мука). Особую осторожность надо соблюдать при
добавлении кварцевой муки к не кварцевым зернам вследствие увеличения пригара.
Влияние зернового состава на физико-химические свойства формы связано с изменением величины зерна и их минералогического и химического состава.
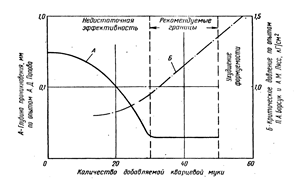 Уменьшение размера зерна может быть достигнуто
также добавлением кварцевой муки[2,13]. Результаты опытов по влиянию кварцевой муки на глубину
проникновения пригарного слоя приведены на рис.12
Уменьшение размера зерна может быть достигнуто
также добавлением кварцевой муки[2,13]. Результаты опытов по влиянию кварцевой муки на глубину
проникновения пригарного слоя приведены на рис.12
 Приведенная на этом рисунке рекомендованная область добавки
кварцевой муки должна рассматриваться как условная, зависящая от зернового
строения смеси и степени дисперсности муки.
Приведенная на этом рисунке рекомендованная область добавки
кварцевой муки должна рассматриваться как условная, зависящая от зернового
строения смеси и степени дисперсности муки.
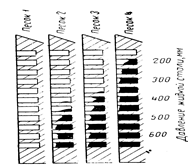
В работе изучалось влияние размера зерен песка на глубину проникновения металла в поры формовочной смеси.
Смесь с песком № 2 являлась стандартной, с результатами испытания которой сравнивались результаты испытаний других смесей. На Рис.13 видно, что в форму из смеси с мелкозернистым песком № 1 при различном металлостатическом давлении сталь не проникает. В форму из смеси с песком № 2 обнаруживается проникновение при давлении металла 450-650 мм, с песком № 3- при 400-650 мм, а с песком № 4 - уже при давлении 200 мм и выше. Этот опыт показал, что с повышением размера зерен песка, в связи с увеличением размера пор, уменьшается давление начала проникновения металла в поры смеси.
На Рис.14 показано влияние добавок кварцевой муки к смеси стандартного состава. Опыты показали, что при добавке кварцевой муки в количестве 20% происходит незначительное повышение минимального давления проникновения металла, глубина же проникновения при этом уменьшается.

![]()
![]()

Представляют большой практический интерес опыты, проведенные со смесями приблизительно одинаковой газопроницаемости (около 100 единиц), но содержащими песок с различной степенью однородности. С этой целью в однородный песок различной крупности добавлялось определенное количество кварцевой муки. Результаты этих опытов (рис.15) (показывают, что для уменьшения пригара предпочтительнее применять мелкий песок с однородными зернами. Добавки цирконовой муки, вместо кварцевой, как показывает рис.15, не уменьшают пригара.
Влияние размера зерен песка на образование механического пригара изучалось и в работе[13] . Смеси составлялись из 90% песка, 10% огнеупорной глины и 3% (сверх 100) сульфитного щелока. Зерновая часть смесей готовилась из двух песков (крупного марки К04Б и мелкого марки К016А), вводимых в смесь в различной пропорции.
Таблица 10
Влияние зернового состава песка на глубину проникновения жидкой стали в поры формовочной смеси
| Состав песка в смеси, % | Газопроницаемость форм, ед. | Средняя глубина проникновения стали, мм | |
| крупный | мелкий | ||
|
100 90 80 70 60 50 40 30 20 0 |
0 10 20 30 40 50 60 70 80 100 |
287 193 167 151 138 122 102 93 88 75 |
0, 5 0, 4 0, 3 0, 25 - 0, 18 0, 15 0, 12 0, 09 0, 07 |
Форма заливалась сталью 35Л при температуре 1620°С. Результаты опытов представленные в табл.10, показывают закономерное уменьшение глубины проникновения стали в форму по мере уменьшения крупности зерен песка.
Приведенные данные еще раз показывают, что одним из эффективных и доступных средств уменьшения механического пригара является применение мелкозернистого песка. Чем мельче применяемый песок, тем меньше размер пор формовочной смеси и тем выше, следовательно, капиллярные силы, противодействующие проникновению жидкого металла.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
