

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
Д. И. Лоськовым и Г. Л. Хазаном[13] изучалось влияние степени уплотнения смесей на проникновение в форму жидкого металла. Степень уплотнения менялась от 50 до 90 единиц по твердомеру. Проба заливалась сталью 35Л при температуре 1620°С. Результаты опытов представлены в табл.13.
Говоря о влиянии уплотнения смесей на глубину проникновения металла в форму, следует особо подчеркнуть влияние другого связанного с этим фактора-теплопроводности формы. Чем сильнее уплотнена смесь в форме, тем больше ее теплопроводность и тем меньше глубина проникновения.
Приведенные данные показывают, что глубина проникновения стали в поры формовочной смеси при данной температуре металла зависит от зернового состава смеси и степени ее уплотнения. Чем крупнее песок и чем меньше уплотнение смеси, тем больше глубина проникновения. Влияние степени уплотнения особенно заметно при применении крупного песка. Объясняется это тем, что с увеличением размера зерен песка возрастает его уплотняемость. При применении мелкозернистого песка поры в формовочной смеси получаются настолько малыми, что высокая степень уплотнения практически не оказывает заметного влияния на глубину проникновения металла в стенки формы.
Однако повышение степени уплотнения смеси увеличивает ее термическое расширение, с которым связано образование другого дефекта поверхности отливок-ужимин.
3.3.3. Спекающиеся смеси

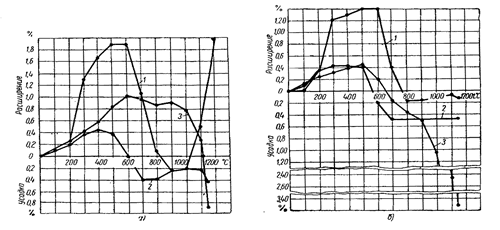 |
Очевидно, что противопригарные свойства материалов определяются не только их металлофобностью. Хромомагнезит смачивается хромоникелевой сталью значительно лучше, чем кремнезем: краевые углы смачивания 110 и 120° соответственно, а пригар на отливках практически одинаков. Для выяснения причин этого несоответствия проверяли отношение некоторых материалов к нагреву. На рис.19, а приведены результаты дилатометрических испытаний жидкостекольных смесей из кварцевого песка 1 хромомагнезита 2 и хромистого железняка 3; на рис.19, б - корунда 1, дунита 2 и шамота 3[5]. Вначале у всех смесей дается довольно резкое расширение, а затем усадка, связанная, по-видимому, с расплавлением жидкого стекла; после этого у кварцевого песка (группа 1) вновь начинается значительное расширение, у корунда и дунита (II) заметное изменение объема не наблюдается, а у хромистого железняка, шамота и в меньшей степени у хромомагнезита (III) при повышении температуры продолжается усадка за счет протекание процессов спекания. Ко второй группе материалов относятся также циркон, магнезит и оливин, а к третьей - рутил.
Естественно, что спекание уменьшает пористость формовочной смеси, и проникновение металла в поры формы, что было установлено прямым экспериментом (табл.14)[10,5].
Таблица 14
Уменьшение пористости смеси в зависимости от ее химического состава при нагреве
| № пробы хромистого железняка | Содержание основных компонентов в % | Пористость в % | Относительное уменьшение пористости в % | ||||||
| Cr2O3 | Fe2O3 | Al2O3 | CaO+MgO | SiO2 | п.п.п. | исходная при стандартном уплотнение | После нагрева до 1500 С | ||
|
1 2 3 4 |
54, 0 61, 0 20, 9 56, 5 |
14, 8 16, 8 7, 6 15, 2 |
6, 7 8, 2 1, 4 7, 8 |
17, 5 13, 3 5, 4 15, 2 |
6, 2 1, 0 60, 5 3, 25 |
1, 7 0, 9 0, 8 2, 2 |
47 42 45 43 |
32 24 32 28 |
32 43 29 32, 5 |
Было замечено, что максимальное уменьшение пористости смеси из хромистого железняка наблюдается при наибольшем содержании Сг2Оз и Fе2Оз. При добавлении жидкого стекла, силикаты натрия будут влиять как плавни, т. е. снижать температуру спекания еще полнее и с еще большим уменьшением пористости. При заливке поверхность формы находится под давлением столба металла и в случае спекающихся материалов величина механического пригара при увеличении металлостатического давления может не только не возрастать, но даже и уменьшаться. В табл.15 приведены опытные данные по величине пригара на отливках из стали Х15Н25В5ТЮ2 при использовании некоторых жидкостекольных смесей с одинаковым зерновым составом наполнителей и содержанием жидкого стекла.
Таблица 15
Величина пригара на отливках из стали Х15Н25В5ТЮ2 при использовании смесей с одинаковым зерновым составом наполнителей и содержанием жидкого стекла.
| Наполнители смеси | Группа смеси | Глубина проникновения стали (в мм) в смеси при давлении в кГ/см² | |
| 1, 2 | 3, 8 | ||
|
Кварцевый песок Магнезит Хромомагнезит Хромистый железняк Шлак дробленый |
Расширяющаяся Нерасширяющаяся Слабо спекающаяся Сильно спекающаяся Спекающаяся в монолит |
1, 0 0, 9 0, 9 1, 3 0, 6 |
2, 0 1 ,5 1, 0 1,0 0, 1 |
Как видно, величина пригара изменяется при увеличении металлостатического давления различно в зависимости от наполнителя. Так, если при увеличении давления с 1, 2 до 3, 8 кГ/см2 глубина проникновения стали в кварцевую смесь возросла вдвое, то в магнезитовую - на 67%, в хромомагнезитовую - не изменялась, в хромитовую - заметно уменьшилась, а в шлаковую - уменьшилась в 6 раз. Приведенные данные хорошо согласуются с некоторыми прежними исследованиями.
Спекание смесей является свойством не только огнеупорного материала, но общим свойством системы огнеупорный материал - связующее. Использование хромомагнезитовых или хромитовых материалов в смеси не с жидким стеклом, а с другими связующими, например, с органическими крепителями, может либо не привести к спеканию, либо вызвать его в незначительной степени. Естественно, что мелкодисперсные частицы способствуют спеканию огнеупорных наполнителей, и в хромомагнезитовых и хромитовых пастах и красках противопригарное покрытие спекается при любом связующем. Покрытия из сильно спекающихся материалов (хромистый железняк, шамот) необходимо наносить сравнительно более толстым слоем, чем покрытия из неспекающихся материалов.
Результаты опытов позволяют сделать вывод, что при производстве отливок из высоколегированных хромоникелевых сталей предотвратить механический пригар можно, лишь используя мелкодисперсные формовочные материалы. Противопригарные свойства материалов характеризуются либо их металлофобностью, либо склонностью к спеканию при высоких температурах; теплофизические свойства формы имеют второстепенное значение и в большинстве случаев не могут являться критерием при выборе противопригарных материалов. Исходя из этого, в качестве противопригарных материалов в производстве отливок из хромоникелевой стали, могут быть рекомендованы рутил, корунд и шамот.
3.4. Изменение температуры заливки
По формуле (1) на пригар влияет изменение абсолютной температуры. По этой причине температура способствует увеличению пригара, но это влияние может оказаться не пропорциональным перегреву, что подтверждается практическим наблюдением.
Непосредственные исследования подтверждают также возможность установления для конкретных условий проведения опытов некоторой критической температуры (табл.16)[2].
Таблица 16
Влияние температуры стали на глубину проникновения окислов и на их
состав[2]
|
Крупный песок типа К063Б |
Мелкий песок типа К016А |
||
| Температура заливки t в °С | Глубина проникновения окислов в мм | Температура заливки t в °С | Глубина проникновения окислов в мм |
|
1534 1560 1580 1600 1620 1640 1660 |
0,08 0,05 0,04 0,05 0,05 0,30 0,31 |
1560 1580 1600 1620 1640 1660 1680 1700 1725 |
0,06 0,04 0,12 0,13 0,15 0,11 0,15 0,16 0,12 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
