

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
Этот опыт подтверждает наличие окислов на поверхности металла, и замена окислительной атмосферы на нейтральную не может значительно изменить глубины проникновения окислов в форму. Только создание резко восстановительной атмосферы может уменьшить количество окислов на поверхности металла, а следовательно, и изменить глубину их проникновения в форму.
Таблица 7
Влияние продолжительности выдержки на глубину проникновения пригарного слоя в форму [2]
Газ |
Продолжительность выдержки в мин |
|||||||
| 0 | 15 | 30 | 60 | |||||
| Глубина проникновения окислов в мм | ||||||||
|
Кислород ...... Воздух ........ Аргон ........ Водород ........ |
0 0 0 0 |
1,8 1,15 1,1 0,0 |
2,5 1,9 1,8 0,0 |
3,2 2,6 2,0 0,0 |
||||
Приведенные коэффициенты были получены при выдержке образцов при температуре 1300 С. При понижении температуры глубина контактной зоны уменьшается, как это видно из приведенных данных.
Температура в °С |
Глубина контактной зоны в мм |
|
800 1000 1200 1400 |
0,1 0,5 1,0 2,25 |
2.5. Влияние химического состава металла на пригар
 Состав металла может оказывать
влияние на пригар в нескольких направлениях: на вязкость и температуру солидуса [2].
Состав металла может оказывать
влияние на пригар в нескольких направлениях: на вязкость и температуру солидуса [2].
Особое внимание следует обратить на сделанный вывод о резком снижении пригара в случае, когда температура на поверхности форма - отливка получается ниже температуры солидуса к моменту окончания заполнения формы жидким металлом.
 Если принять, что температура на поверхности форма -
отливка составляет 0,9 от температуры заливки, то для уменьшения пригара
желательно заливать при температуре около 1/0,9 = 1,1 температуры солидуса. По
это требование становится тем более затруднительным, чем больше разница между
температурами солидуса и ликвидуса.
Если принять, что температура на поверхности форма -
отливка составляет 0,9 от температуры заливки, то для уменьшения пригара
желательно заливать при температуре около 1/0,9 = 1,1 температуры солидуса. По
это требование становится тем более затруднительным, чем больше разница между
температурами солидуса и ликвидуса.
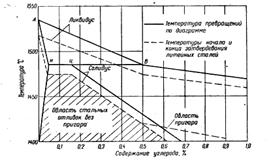
На рис.4 приведена диаграмма изменения температур начала и конца затвердевания стальной части железоуглеродистых сплавов. Из диаграммы видно, что опасность увеличения пригара увеличивается при повышении содержания С в стали свыше 0,5%.
2.6. Влияние восстановительных добавок на пригар
Создание восстановительной атмосферы в форме не всегда способствует уменьшению пригара[2,4,6,9]. Можно полагать, что в отдельных случаях восстановительная атмосфера может облегчить протекание процессов науглероживания поверхности малоуглеродистой отливки, что повлечет за собой снижение температуры ее плавления и облегчение проникновения в форму пригарного слоя.
Подтверждение возможности увеличения пригара при введении в смесь науглероживающей добавки можно усмотреть из опытов, приведенных в табл. 8: снижение критической температуры при заливке стали, обнаруживается при введении в смесь масла.
Можно полагать, что именно процессом науглероживания могут быть объяснены неудачи борьбы с пригаром стальных малоуглеродистых отливок при введении в смесь науглероживающих добавок, хотя они и создают восстановительную атмосферу.
Также частично снижением температуры плавления пригарного слоя может быть объяснено увеличение пригара при введении в смесь пирита, выделяющегося при нагреве серы.
Таблица 8
Влияние добавок на критическую температуру пригара стали
Средний состав стали: 0,3% углерода; 0,6% марганца; 0,3% кремния; 0,03% фосфора
и 0,03% серы
| Добавка | Критическая температура в С |
|
Натриевый бентонит Крахмалистые добавки Масло Окалина Портланд – свинец |
1620 – 1640 1640 – 1660 1540 – 1560 1620 – 1640 1600 – 1620 |
2.7. Влияние окислительных добавок на пригар
В процессе заливки металл неизбежно окисляется. Однако в первый момент, благодаря недостаточной его окисленности, капиллярные силы препятствуют проникновению металла в поры формы. Вместе с тем за счет свободного кислорода, находящегося в порах, происходит дополнительное его окисление. Это вызывает увеличение смачиваемости и снижение критического давления, что способствует проникновению металла в поры формы. Одновременно при заливке увеличивается металлостатический напор.
Жидкий металл с повышенным содержанием кислорода в поверхностных слоях проникает в поры формы под действием сил капиллярного и металлостатического давлений. Проникший в поры формы твердый металл подвергается дальнейшему окислению, которое может протекать двояко.
В первом случае прожилки окисляются не полностью. Образующиеся окислы железа (FeO) растворяются в силикате, который прочно связывает металлические прожилки и зерна песка. Из-за малого содержания окислов железа силикат при затвердевании образует преимущественно стекловидную фазу. Указанный конгломерат прочно удерживается на поверхности отливки, а формовочная смесь отделяется по слою самой смеси: на поверхности отливки остается пригарная корка.
Во втором случае достигается полное окисление проникших прожилок металла, вследствие введения в формовочную смесь окислительных добавок [6].
Образующиеся окислы железа частично растворяются в силикате, а частично накапливаются на границе металла и пригарной корки. Благодаря повышенному содержанию окислов железа, силикат при затвердевании образует преимущественно кристаллическую фазу. При температуре ниже 560°С происходит распад фаялита в силикате на магнетит и железо, протекающий с увеличением объема—7, 15%. Кроме того, на поверхности раздела в слое окислов (преимущественно вюститном), в межзерновом пространстве, по микротрещинам и поверхности пор образуется магнетит. Указанные превращения дают начало микротрещинам в контактном слое. Этому способствует наличие в железистом силикате разнородных структур с преобладающим количеством кристаллических фаз. Благодаря усадочным процессам, возникшие микротрещины раскрываются и пригарная корка легко отделяется—либо самопроизвольно, либо под действием небольших дополнительных усилий. В этом случае наблюдается чистая поверхность, которая воспринимается как металлическая. Только в отдельных местах обнаруживаются остатки силикатов, отторженные частички кварцевых зерен пли отдельные песчинки.
Как уже было сказано, можно ожидать облегчения отделения поверхности отливки от поверхности формы при увеличении толщины пригарного слоя. При обдувании пригоревшей корки окислительным пламенем газовой горелки происходит не только увеличение толщины пригоревшего слоя, но и переход закиси железа FeO в окись Fе2O3, не вступающую в реакцию с кремнеземом. В результате ослабляются создавшиеся кристаллические связи, что вызывает отслаивание пригоревшей корки.
2.8. Смачиваемость
Образование механического пригара предотвращается если Ркап увеличивается, если уменьшается радиус пор, величина которых тем меньше, чем тоньше структура наполнителя. Ркап уменьшается при уменьшении величины поверхностного натяжения металла и снижении краевого угла смачивания. При стальном литье увеличение температуры стали приводит к увеличению поверхностного натяжения. Поверхностное натяжение стали существенно снижается при увеличении содержания в ней углерода, фосфора, серы, кислорода, азота. Поэтому увеличение содержания этих компонентов в стали может приводить к увеличению механического пригара.
Величина краевого угла смачивания зависит от ряда факторов: типа сплава, степени его окисленности, продолжительности контакта жидкой и твердой фаз, размера зерен формовочных смесей и др.
Из результатов экспериментальных исследований, проведенных И. В. Валисовским [4,2,13], отметим установленную зависимость степени смачивания от химического состава поверхностных слоев жидкого металла и формы. Чем больше химический потенциал реакций, протекающих на поверхности раздела металл-форма, тем меньше краевой угол смачивания.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
