

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
Из рассмотрения таблицы можно сделать вывод критическая температура для крупного песка составляет 1580° С, а для мелкого песка-1620° С. При превышении ее глубина проникновения окислов сразу увеличивается от 0,05 до 0,30 мм. Четкой закономерности изменения состава окислов обнаружить не удается.
 Из практики производства отливок в обычных песчано-глинистых
формах хорошо известно, что с повышением температуры заливки пригар увеличивается.
Изучению влияния этого фактора на образование механического пригара посвящен
ряд исследований.
Из практики производства отливок в обычных песчано-глинистых
формах хорошо известно, что с повышением температуры заливки пригар увеличивается.
Изучению влияния этого фактора на образование механического пригара посвящен
ряд исследований.
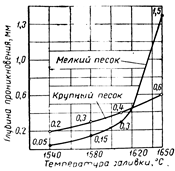
 Так, в работе [13] показано, что с повышением температуры заливки возрастает
глубина проникновения стали в стенки формы (Рис.20). При температуре заливки до
1620° глубина проникновения в формовочную смесь с крупнозернистым песком
больше, чем с мелкозернистым. Однако при температуре заливки выше 1620°
указанная закономерность нарушается: в смеси с мелкозернистым песком глубина
проникновения стали становится больше, чем с крупнозернистым. Это явление
авторы объясняют тем, что при температуре выше 1600° происходит сплавление мелких
зерен и образование новых полостей, имеющих значительно большие размеры, чем
естественные поры между зернами мелкого песка. Крупные же зерна не сплавляются
или сплавляются в гораздо меньшей степени.
Так, в работе [13] показано, что с повышением температуры заливки возрастает
глубина проникновения стали в стенки формы (Рис.20). При температуре заливки до
1620° глубина проникновения в формовочную смесь с крупнозернистым песком
больше, чем с мелкозернистым. Однако при температуре заливки выше 1620°
указанная закономерность нарушается: в смеси с мелкозернистым песком глубина
проникновения стали становится больше, чем с крупнозернистым. Это явление
авторы объясняют тем, что при температуре выше 1600° происходит сплавление мелких
зерен и образование новых полостей, имеющих значительно большие размеры, чем
естественные поры между зернами мелкого песка. Крупные же зерна не сплавляются
или сплавляются в гораздо меньшей степени.
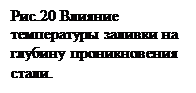
На Рис.21 представлены результаты опытов Б. Б. Гуляева и Ю.
Ф. Боровского[10] по изучению влияния температуры заливки на глубину проникновения
жидкого металла в стенки формы. Кривая 1 относится к смеси, изготовленной из
кварцевого песка марки К016А, кривая 2 к смеси из молотого хромомагнезита,
кривая 3 к смеси из хромистого железняка с зерновым составом, примерно
соответствующим кварцевому песку. На Рис.21 видно, что глубина проникновения
стали особенно резко возрастает с по вышением температуры заливки при применении песчаной формы.
Причем в области высоких температур заливки глубина проникновения стали
значительно превышает радиус зерен формовочной смеси. Различие в характере
кривых объясняется различной теплопроводностью применяемых формовочных материалов.
При применении формовочных материалов с высокой теплопроводностью
(хромомагнезит, хромистый железняк), вследствие интенсивного охлаждения
заливаемого металла, проникновение его в поры формовочной смеси не получает
значительного развития.
вышением температуры заливки при применении песчаной формы.
Причем в области высоких температур заливки глубина проникновения стали
значительно превышает радиус зерен формовочной смеси. Различие в характере
кривых объясняется различной теплопроводностью применяемых формовочных материалов.
При применении формовочных материалов с высокой теплопроводностью
(хромомагнезит, хромистый железняк), вследствие интенсивного охлаждения
заливаемого металла, проникновение его в поры формовочной смеси не получает
значительного развития.
 Э. Книпп отмечает, что для каждой смеси существует
критическая температура, свыше которой происходит образование пригара. Эта
критическая температура зависит от теплопроводности смеси. Чем выше
теплопроводность формовочной смеси, тем быстрее на поверхности формы образуется
затвердевший слой, препятствующий проникновению металла.
Э. Книпп отмечает, что для каждой смеси существует
критическая температура, свыше которой происходит образование пригара. Эта
критическая температура зависит от теплопроводности смеси. Чем выше
теплопроводность формовочной смеси, тем быстрее на поверхности формы образуется
затвердевший слой, препятствующий проникновению металла.
 Если же температура заливки превышает критическую, то затвердевший
слой расплавляется, а металл проникает в поры формовочной смеси.
Если же температура заливки превышает критическую, то затвердевший
слой расплавляется, а металл проникает в поры формовочной смеси.
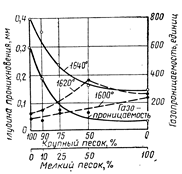
В статье [8]приводится зависимость глубины проникновения жидкой стали в поры песчано-глинистой формовочной смеси от температуры заливки и размера зерен песка рис.22. При очень высокой температуре заливки (1640°) металл проникает даже в смесь с мелкозернистым песком. При этом кривая проникновения стали идет параллельно кривой газопроницаемости смеси. При снижении температуры заливки до 1620°С замена мелкозернистого песка крупнозернистым устраняет пригар. Пригар обнаруживается в этом случае только в смесях с 50% мелкого и 50% крупного песка. С уменьшением размера зерен песка пригар вновь уменьшается. При температуре 1600°С применение мелкозернистого песка увеличивает глубину проникновения. Несоответствие найденных зависимостей приведенным выше объясняется, по-видимому, различной плотностью смесей, оказывающей влияние на величину пригара.
Таким образом, с целью уменьшения пригара желательно снижать температуру заливки, если это возможно осуществить, не вызывая других пороков отливок.
Для предотвращения металлизированного пригара необходимо соблюдать следующее условие Тп < Ткр (где Тп - температура на поверхности затвердевающей отливки, Ткр - критическая температура, при которой металл начина-
ет проникать в поры литейной формы и образовывать пригар).
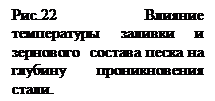
Исследовали влияние интервала затвердевания стали на предотвращение пригара в тепловых углах отливки[12]. Экспериментально исследовали кинетику изменения температуры поверхности плоских и крестообразных отливок с толщиной стенок 40, 80 и 200 мм из сталей 10Л, 30Л, 50Л и 100Л, заливаемых в формы из песчано-глинистой (ПГС), хромомагнезитовой (ХМС), хромитовой (ХС) и хромомагнезитовой с 50% дроби ДСЛ-05к (ХМДС) смесей. Отношение радиуса галтели r в углу крестообразной отливки к толщине ее стенки 2R составляло 0; 0,2; 0,4; 0,6 и 1 при 2R =40 мм и 0; 0,4 и 1 при 2R =80 и 200 мм.
Для предотвращения металлизированного пригара на стальных отливках по условию Тп < Ткр необходимо знать Ткр. Анализ экспериментально определенного значения температуры прекращения проникновения стали в поры формы показал, что Ткр - это температура, при которой прекращается фильтрация металла через поры затвердевающей корки на поверхности охлаждающейся отливки Значение ее может быть определено по формуле:
Ткр= (Тлик- s²)ΔТз,
где Тлик - температура ликвидуса стали;
s - доля твердой фазы, при которой прекращается фильтрация металла;
ΔТз - интервал кристаллизации сталей.
По данным А. И. Вейника, прекращение фильтрации металла в осевой зоне отливки наступает при выпадении твердой фазы s= 0,8- 0,9. Поэтому можно предположить, что прекращение фильтрации на поверхности отливки наступает при выпадении в ее пограничной зоне такого же количества твердой фазы Исследования показали, что для плоских отливок металлизированный пригар не образуется и при s= 0,3- 0,4. Это объясняется тем, что при наличии больших градиентов температуры в форме глубина проникновения металла настолько мала, что его прожилки неспособны, захватить даже находящиеся с ним в контакте зерна смеси
Для определения условий предотвращения металлизированного пригара на плоских стенках стальных отливок и во входящих узлах проведено 200 вариантов расчета на ЭВМ. При этом учитывали следующие факторы 2R, тепловую активность смеси bф, марку стали (интервал температур ее затвердевания ΔТз), перегрев ΔТпер заливаемого металла над Тлик, радиус галтели во входящем углу. Анализ результатов исследования показал, что для получения отливок без
металлизированного пригара по условию Тп < Ткр решающими технологическими факторами являются ΔТз и bф[12].
Значение максимально допустимого перегрева ΔТз при заливке стали, определяли по результатам расчетов на ЭВМ исходя из условия, что максимальная температура поверхности отливки равна Ткр. На основании полученных данных построена номограмма (рис.23 А) для определения ΔТпер при заливке плоских отливок с толщиной стенок до 200 мм сталями с различным интервалом кристаллизации (кривые 1- 4- соответственно 25, 50, 85 и 120°С) в формы из ПГС, ХМС, ХС и ХМДС (соответственно I-IV).
Результаты анализа показали, что значение ΔТпер заливаемых сталей быстро
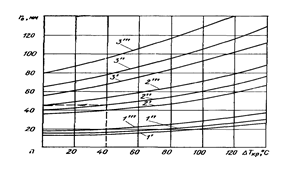
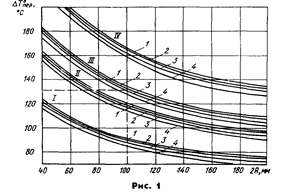
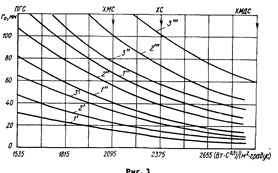 повышается с уменьшением 2R отливки и повышением bф смеси. Экспериментально
показано, что при увеличении интервала затвердевания металла допустимый его
перегрев при заливке уменьшается, но его влияние на получение поверхности плоской
стальной отливки без пригара невелико по сравнению с 2R и bф.
повышается с уменьшением 2R отливки и повышением bф смеси. Экспериментально
показано, что при увеличении интервала затвердевания металла допустимый его
перегрев при заливке уменьшается, но его влияние на получение поверхности плоской
стальной отливки без пригара невелико по сравнению с 2R и bф.
![]()
![]()
![]()
Так, разность по значению ΔТпер при заливке сталями 30Л и 100Л плоской отливки толщиной 40 мм в формы из ПГС не превышала 10°С.
При изучении кинетики изменения температуры поверхности фасонных отливок следует отметить, что наибольший металлизированный пригар в них можно ожидать во входящих (теплых) углах Тп в этих местах сначала резко возрастает, а затем в течение длительного промежутка времени значительно превышает Тп стенки отливки вдали от угла. Скругления в углу отливки уменьшают максимальную температуру ее поверхности и поэтому позволяют уменьшить опасность образования пригара, особенно на тонкостенных отливках и на отливках из сталей с небольшим интервалом кристаллизации (до 50-80°С).
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
