

 Реферат: Анализ методов сокращения пригара на стальном литье
Реферат: Анализ методов сокращения пригара на стальном литье
Рентгеноструктурный анализ пригара, образовавшегося при использовании смеси на основе хромистого железняка, показал наличие Fe3O4 и следов фаялита Fe2SiO4. Зерна хромистого железняка окружены аморфным стеклом неременного состава; встречаются незначительные участки с мелкими кристаллами фаялита. Однако количество железистого стекла в этом случае меньше, чем в пригаре при использовании кварцевой смеси. Очевидно, железистые стекла образовались лишь в результате взаимодействия силиката натрия (которого в смеси мало) и окислов железа, основная же часть окислов либо существует в виде самостоятельной фазы, либо, взаимодействуя с огнеупорным наполнителем, входит в состав различных шпинелей, образующих хромит. Аналогичная картина наблюдается и при использовании хромомагнезитовой смеси. При взаимодействии расплава углеродистой стали с цирконовыми и корундовыми смесями образуется пригар, состоящий из зерен наполнителя и железистого стекла, на фоне которого изредка встречаются небольшие участки с мелкими зернами фаялита.
Таким образом, химический пригар, появившийся в процессе взаимодействия углеродистой стали со смесями на основе различных наполнителей, состоит из зерен песка, сцементированных железистым стеклом: каких-либо соединений, кроме фаялит;), и заметном количестве в нем обнаружено не было, хотя термодинамически образование их возможно, например, герцинита (FeAlaOl). Во всех случаях слой пригара отделен от металла окалиной, прочность которой и определяет силы связи пригара с отливкой. Влияние наполнителя смеси сказывается лини, в той степени, в какой он может затормозить или ускорить окисление отливки с поверхности и способствовать образованию окисного слоя определенной структуры.
На рис.7 показана кинетика взаимодействия стали ОХ12НДЛ
с различными формовочными материалами при 1000°. Окисление хромистой стали в контакте с
формовочными материалами происходит довольно интенсивно. По мере
увеличения продолжительности контакта с рутилом и кварцем непрерывно увеличивается
содержание магнетита и окалине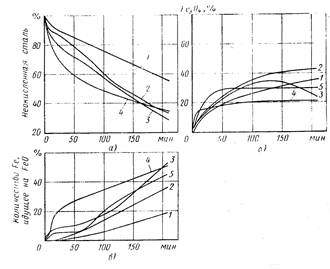 (рис. 7,б),
при контакте с цирконом в xpoмитом количество магнетита
возрастает до некоторого уровня, а затем остается постоянным; при
контакте с корундом после достижения некоторого максимума содержание магнетита
начинает резко уменьшаться. При
(рис. 7,б),
при контакте с цирконом в xpoмитом количество магнетита
возрастает до некоторого уровня, а затем остается постоянным; при
контакте с корундом после достижения некоторого максимума содержание магнетита
начинает резко уменьшаться. При 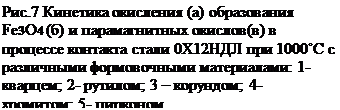 взаимодействии с кварцевым песком образуется минимальное
количество вюстита (рис.7, в). Все остальные материалы способствуют образованию
вюстита в довольно большом количестве. Следовательно, наибольшая прочность
сцепления пригара с металлом будет в случае использования кварцевых смесей, наименьшая - при использовании
корундовых, цирконовых и хромитовых смесей.
взаимодействии с кварцевым песком образуется минимальное
количество вюстита (рис.7, в). Все остальные материалы способствуют образованию
вюстита в довольно большом количестве. Следовательно, наибольшая прочность
сцепления пригара с металлом будет в случае использования кварцевых смесей, наименьшая - при использовании
корундовых, цирконовых и хромитовых смесей.
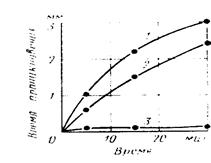 На рис.8 представлена зависимость глубины проникновения окислов в продуктов
взаимодействия стали ОХ12НДЛ в различные жидкостекольные смеси при 1550 °С.
На рис.8 представлена зависимость глубины проникновения окислов в продуктов
взаимодействия стали ОХ12НДЛ в различные жидкостекольные смеси при 1550 °С.
С увеличением времени выдержки глубина проникновения на всех материалах. кроме корунда, возрастала; в корундовые смеси глубина проникновения в течение 30 мин была минимальной. Наибольшая глубина проникновения наблюдалась в смесь на кварцевом песке.
 Таким образом,
при использовании корундовых смесей образуется много вюстита в этот окисел
остается на границе металл — смесь, а при использовании кварцевой смеси образующиеся
окислы проникают в глубь формы и взаимодействуют со смесью[4,10].
Таким образом,
при использовании корундовых смесей образуется много вюстита в этот окисел
остается на границе металл — смесь, а при использовании кварцевой смеси образующиеся
окислы проникают в глубь формы и взаимодействуют со смесью[4,10].
На рис.9 приведено влияние продолжительности выдержки стали 12Х18Н9ТЛ при 1500 °С на толщину химического пригара. И здесь минимальный пригар наблюдается на корундовых смесях. Очевидно, что корундовые смеси обеспечивают минимальный пригар и наилучшую поверхность отливок из всех хромистых и хромоникелевых сплавов.
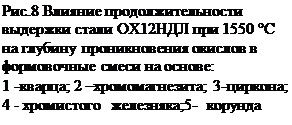
 Глубина проникновения окислов, образующихся на поверхности
стали 110Г13Л, характеризуется данными рис.10, Видно что наибольшая глубина
проникновения наблюдается при использовании смеси на основе кварцевого песка,
наименьшая - на основе оливина, корунда и дистен-силлиманита.
Глубина проникновения окислов, образующихся на поверхности
стали 110Г13Л, характеризуется данными рис.10, Видно что наибольшая глубина
проникновения наблюдается при использовании смеси на основе кварцевого песка,
наименьшая - на основе оливина, корунда и дистен-силлиманита.
2.10. Влияние газопроницаемости формы
Газопроницаемость может влиять на пригар только косвенно: повышение газопроницаемости связано с увеличением зерна[3,2,10].
Допуская, что связь между газопроницаемостью К и диаметром зерна 2r выражается формулой:
![]()
можно принять в среднем
![]()
Следовательно, даже при повышении газопроницаемости вдвое и
при пренебрежении давлением ![]() опасность
увеличения пригара возрастает в
опасность
увеличения пригара возрастает в ![]() =1,6
раза. Это
увеличение заведомо завышено не только из-за резкого изменения газопроницаемости
вдвое, но и потому что при увеличении газопроницаемости давление
=1,6
раза. Это
увеличение заведомо завышено не только из-за резкого изменения газопроницаемости
вдвое, но и потому что при увеличении газопроницаемости давление ![]() снижается. Увеличить
газовое давление в порах формы можно путем увеличения газотворной способности
формы и уменьшения ее газопроницаемости. Учитывая опасность образования газовых
дефектов в отливках, увеличивать газовое давление в форме нерационально.
снижается. Увеличить
газовое давление в порах формы можно путем увеличения газотворной способности
формы и уменьшения ее газопроницаемости. Учитывая опасность образования газовых
дефектов в отливках, увеличивать газовое давление в форме нерационально.
Обычно стремятся создать в форме направленный газовый режим, для чего повышают плотность только поверхности формы (нанесением противопригарной краски), а в последующих слоях, по мере удаления от поверхности контакта металл-форма, газопроницаемость повышают снижением степени уплотнения или накалыванием вентиляционных отверстий.
3.Мероприятия сокращающие пригар на отливках.
3.1. Классификация методов борьбы с пригаром.
Эти методы можно разделить на несколько групп по признакам связанным с величинами, входящими в формулу (2)
1) с продолжительностью затвердевания и приведенной толщиной стенок детали;
2) с величиной пор формовочной смеси
3) с высотою отливки, определяющей напор металла;
4) с активностью металла, определяющей смачиваемость;
5) с созданием условий препятствующих образованию промежуточных соединений
6) с изменением огнеупорности
7) с увеличением промежуточного соединения
Рассмотрим эти методы более подробно
При изготовлении средних стальных отливок применяют часто смеси, содержащие кварцевую муку. Высушенные формы крупных отливок окрашивают. В формах очень крупных отливок, когда невозможно надежно обеспечить восстановительную атмосферу может оказаться действенным средством создание окислительной атмосферы на поверхности формы, чтобы увеличить толщину пригарного слоя и облегчить его удаление с поверхности отливки.
3.2. Сокращение химического пригара
В последнее время наметились следующие основные пути предупреждения химического пригара: предохранение металла в форме от окисления; создание между поверхностью отливки и коркой пригара пленки окислов оптимальной толщины с целью получения легкоотделяемого пригара; применение покрытий и формовочных материалов повышенной огнеупорности и химически инертных к металлу и его окислам.
По результатам исследований были разработаны практические рекомендации по предотвращению пригара на отливках из углеродистой стали[14,13,11].
При изготовлении отливок с толщиной стенки до 10-12 мм целесообразнее получать малоразвитый пригар стадия а (см. рис. 1), для чего в смесь необходимо добавлять органические вещества, образующие восстановительные газы (битум, мазут, каменноугольная пыль и др.), замедляющие окисление металла и, следовательно, наступление стадии б в строении пригара (см. рис.1). На отливках со стенками 10-35 мм из-за большого времени воздействия высокой температуры процесс развивается до стадии трудно отделимого пригара (см. рис.1б). Органические добавки здесь уже малоэффективны, но покрытия на основе маршалита, глинозема, циркона, корунда, алюминиевой пудры снова позволяют получать малоразвитый пригар. Отливки с толщиной стенок свыше 35 мм получаются с легкоотделимым пригаром, так как процессы переходят в стадию в. Добавки в смесь, создающие восстановительные газы, которые могут задержать развитие процессов на стадии б, в этом случае вредны. Нежелательны глины, шпаты, шлаки и т. д., увеличивающие вязкость и снижающие скорость миграции контактного расплава в форму. При использовании песчано-глинистых смесей для отливок с толщиной стенки до 20-25 мм из исходного песка должны быть удалены глина, пыль; в формовочной смеси не должны быть остатков жидкостекольной смеси, примесей железных руд, шпатов и других легко спекающихся плавней. Добавка в смесь малозольных веществ (мазута, раствора битума) дает положительные результаты. Небольшие 0,2-2% добавки в формовочную смесь Мg2СО3, NaCl и других солей, а также замена глин бентонитами создают условия для получения; легкоотделимого пригара. Формы отливок со стенками 25-50 мм рекомендуется покрывать красками или пастами на основе маршалита, циркона, корунда, так как при таких толщинах отливок наступает трудноотделимая стадия; пригара б (см. рис.1).
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
