

 Реферат: Разработка и внедрение технологического процесса по изготовлению женской одежды пальтово-костюмного ассортимента
Реферат: Разработка и внедрение технологического процесса по изготовлению женской одежды пальтово-костюмного ассортимента
Технологическая операционная карта
| Предприятие |
Изделие: Женский жакет |
Модель: типовая |
Операция 4 |
| Лист: 1 | |||
| Операция: обтачать клапаны под клапанами, прострочить клапаны с лицевой стороны одной строчкой, притачать подкладку к припуску на подгиб верхнего края накладных карманов, перегнуть верхний край накладных карманов по намеченной линии и обтачать подкладкой, посаживая основную ткань в углах или в овальных краях, настрачить накладные карманы на полочки по боковым и нижним краям одной строчкой, притачать клапаны к полочкам без предварительного приметывания, притачать клапаны второй строчкой, отгибая их и закрывая первый шов, притачать мешковины карманов к обтачкам или припускам на обработку карманов, притачать вторые части мешковины карманов к подзорам или к припускам на обработку, стачать мешковины кармана, стачать вытачки, стачать сметанные рельефы или части детали от плечевого среза или среза проймы до низа изделия на полочках и спинке, настрочить рельефы, притачать кокетку к полочкам, к спинке, стачать средний шов спинки, стачать передние или верхние срезы рукавов верха, стачать сметанные нижние швы рукавов покроя реглан | |||
|
Специальность: М Тарифный разряд: 5 Время операции, мин: 38.62 Сдельная расценка, руб. 68. 43 |
Оборудование: 01022М Оршанский завод «Легмаш» | ||
| Число стежков в 10 мм строчки: 4 | |||
| Материал: ткань полушерстяная костюмная | Нитки: 39.4 - 63.6 текс (№ 40, 50) | ||
| Иглы: 0203-100 | |||
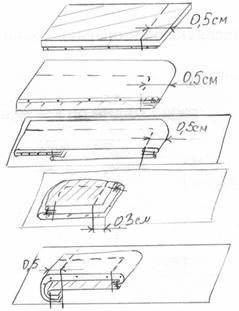
| Требования к качеству выполнения операции | Схема соединения деталей | ||
|
• Обтачивание клапанов подклапанами выполнить со стороны подклапана; обтачивание карманов подкладкой - со стороны подкладки. Ширина шва обтачивания - 0.5 см. Обтачивание выполнить с помощью направляющей линейки. •Прострочить клапаны с лицевой стороны одной строчкой Ширина шва 0 5 см •Настрочить накладные карманы на полочки но боковым и нижним краям одной строчкой. Выполнить закрепки в начале и в конце строчки. Ширина шва - 0.5 см. Наложить клапан на основную деталь по намеченной линии подкладкой вверх и притачать, прокладывая первую строчку по припуску клапана. Ширина шва - 0.3-0.4 см. •Клапан отогнуть вниз и проложить вторую строчку на расстоянии 0.4-0.5 см. от шва притачивания, закрывая шов притачивания. Выполнить закрепки в начале и в конце строчки. |
|
||
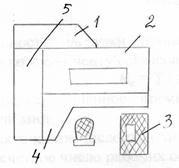
| Схема организации рабочего места | |||
|
|
|
||
2.7. Анализ технологической схемы разделения труда
2.7.1 Анализ структуры процесса и организационных операций.
При использовании графической модели для описания условного изделия анализ структуры процесса проводится в виде организационно-технологического графа. Для этого сначала графическая модель условного изделия представляется в упрощенном виде, т.е. объединяются в один блок группа блоков одного уровня или одной ветви если они обрабатываются на одних организационных операциях. Далее, в виде блоков с соответствующим условным обозначением изображаются организационные операции и направления движения деталей изделий между этими организационными операциями - рабочими местами.
Анализ организационно-технического графа позволит рационально расставить рабочие места для обеспечения максимального пути движения деталей. После проведения этого анализа окончательно присваиваются номера организационным операциям в технологической схеме разделения труда.
Для анализа структуры организационных операций составляется таблица 25.
Таблица 25
Структура организационных операций по видам работ
| Наименование показателя | Виды операций | ||
| специализированные | неспециализированные | Итого по процессу | |
| М СМ У Пр Р | М/Р У/Р Пр/У М/СМ | Бр | |
| Количество операций (рабочих) в процессе, чел. | 1 4 | 1 1 3 2 | 12 |
|
Удельный вес, % |
8.33 33.33 | 8.33 8.33 25 16.67 | 100 |
2.7.2 Анализ загрузки процесса и каждой организационной операции
Правильность загрузки процесса и каждой секции по времени проверяют по коэффициенту согласования:
Кс = Т / Кф * Тi = Np /Nф,
где Т средневзвешенное время на изготовление изделия (или по секциям), с или мин.
Nф - фактическое число рабочих в секции, чел.
Np - расчетное число рабочих секции, чел.
Каждая секция и процесс в целом загружены по времени правильно, если Кс = 1 или находится в допустимых пределах отклонения:
0.98 <Кс< 1.02
Кс1=228,96/38,155*6,002=0,9998
Кс2=461,07/76,845*6=1
Работоспособность разработанной технологической схемы в определенной степени зависит от правильности согласования времени каждой организационной операции с тактом процесса. Анализ загрузки каждой организационной операции производится по диаграмме согласования времени операций. Если такт в секциях процесса разный, то диаграмму выполняют отдельно для каждой секции. Анализируя диаграмму, особое внимание уделяют операциям с максимальным отклонением времени организационной операции от такта секции или процесса.
Если в диаграмме согласования времени операций наблюдаются резкие перепады в загрузке операций, т.е. одна операция перегружена, а следующая недогружена и наоборот, то по перегруженным операциям необходимо наметить мероприятия по ликвидации их фактической перегрузки. Такими мероприятиями могут быть:
- снижение затрат времени на выполнение операций за счет изменения технических условий на выполнение операций в пределах РСТ на данный вид одежды;
- научная организация труда на рабочем месте;
- использование на наиболее загруженных операциях рабочих с высокими скоростными навыками и т.п.
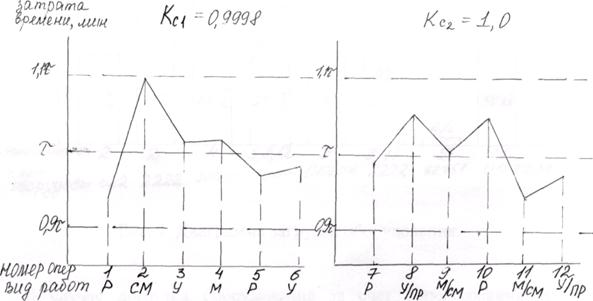
Рис.9. Диаграмма согласования времени операции.
2.7.3. Анализ загрузки оборудования
Анализ загрузки оборудования в процессе производится на основе расчета процента загрузки каждой единицы оборудования на тех организационных операциях, где его используют:
П=tм(см,п)*100/tоп
где П - процент загрузки оборудования, %
tм(см,п) - время неделимых операций, выполняемых на данном оборудовании в данной организационной операции, мин.
tоп - время организационной операции, мин.
По результатам расчета строится диаграмма загрузки оборудования
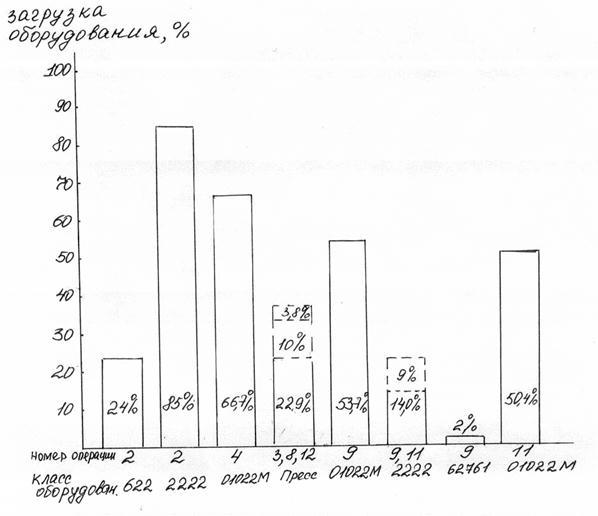
Рис. 10. Диаграмма загрузки оборудования.
В случае догрузки оборудования за счет использования его для нескольких секций или процессов, соответствующий столбик диаграммы достраивают штриховой линией.
2.7.4. Анализ технико-экономических показателей.
Для расчета технико-экономических показателей процесса разрабатывают сводную таблицу рабочих технологического процесса, в которой расчетное число рабочих по разрядам и специальностям устанавливают по организационным операциям технологической схемы разделения труда. Если в процессе есть секция, централизованная для нескольких бригад, то в свободную таблицу рабочих должно войти то расчетное число рабочих, которое принадлежит только данному процессу. Для этого расчетное количество рабочих по каждой организационной операции делится на количество обслуживаемых этой секцией бригад.
Таблица 26
Сводная таблица рабочих технологического процесса
| Тарифный разряд | Тарифный коэффициент | Расчетное количество рабочих по видам | Итого | Сумма тариф. разряда | Сумма тариф. коэфф | |||||
| М | См | Пр | У | Р | О | |||||
| 1 | 1,13 | 0 | ||||||||
| 2 | 1,23 | 0 | ||||||||
| 3 | 1,36 | 0 | ||||||||
| 4 | 1,51 | 0 | ||||||||
| 5 | 1,75 | 1,374 | 2,703 | 4,077 | 16,308 | 6,16 | ||||
| 6 | 2,03 | 0,761 | 0,252 | 2,094 | 1,681 | 0,105 | 4,923 | 24,615 | 8,615 | |
| Всего | 1,374 | 0,791 | 0,378 | 2,094 | 4,384 | 0,105 | 9 | 40,923 | 14,775 | |
| Уд. вес | 15,27 | 8,79 | 3,15 | 23,27 | 48,71 | 1,17 | 100 | 0,00 | 0,00 | |
Трудоемкость изделия (час) – 11.5
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26
