

 Реферат: Теория Резания
Реферат: Теория Резания
В соответствии с паспортными данными принимаем
Кд=200 мм/дв.ход.
Действительная скорость резания
 м/мин.
м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность, затрачиваемая на резание
При чистовой обработке по сплошному металлу для данных условий обработки
N=1,1 кВт [5],
С учетом поправочных коэффициентов KмN=1; KbN=1; KzN=1,1
Np=N× KмN × KbN × KzN=1,1×1×1×1,1=1,21 кВт.
3.2 Мощность на шпинделе станка
Nш=Nд×h кВт,
где Nд=3 кВт; h=0,65 – паспортные данные станка
Nш=3×0,65=1,95 кВт.
Так как Nш=1,95 кВт>Np=1,21кВт, то обработка возможна.
4. Основное время
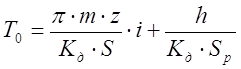 , мин
, мин
где i – число проходов
 мин
мин
Задание на практическое занятие №6
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 6.
Порядок выполнения работы аналогичен предыдущим.
Таблица 6
| № | Материал заготовки и его свойства | Вид обработки и шероховатость поверхности, мкм | Мо-дуль, мм | Число зубьев, z | Шири-на венца, b |
Угол наклона зубьев, b° |
Число одно-временно обрабаты-ваемых зубьев, д |
Мо-дель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Сталь 12ХНЗА, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 3 | 20 | 30 | 0 | 6 | 53А50 |
| 2 | Сталь 30ХГТ, НВ200 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 25 | 40 | 0 | 1 | 5122 |
| 3 | Серый чугун СЧ25, НВ210 | Предварительное (под последующее зубодолбление) | 6 | 30 | 32 | 15 | 5 | 53А50 |
| 4 | Серый чугун СЧ20, НВ200 | Предварительное (под последующее шевингование) | 3 | 60 | 50 | 0 | 1 | 5122 |
| 5 | Сталь 45, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 80 | 60 | 0 | 3 | 5122 |
| 6 | Сталь 40Х, НВ200 | Предварительное (под шевингование) | 7 | 28 | 55 | 0 | 1 | 5122 |
| 7 | Сталь 35Х, НВ185 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 54 | 20 | 30 | 10 | 53А50 |
| 8 | Сталь 12Х18Н9Т, НВ180 | Предварительное (под шевингование) | 4 | 45 | 32 | 0 | 1 | 5122 |
| 9 | Бронза Бр АЖН 10-4, НВ170 | Предварительное (под последующее зубодолбление) | 2,5 | 65 | 35 | 15 | 6 | 53А50 |
| 10 | Латунь ЛМцЖ 52-4-1, НВ220 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 84 | 25 | 0 | 1 | 5122 |
| 11 | Сталь 14Х17Н2, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 5 | 32 | 50 | 0 | 1 | 5122 |
| 12 | Сталь 20Х, НВ170 | Предварительное (под шевингование) | 5,5 | 24 | 24 | 0 | 1 | 5122 |
Продолжение табл. 6
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13 | Серый чугун СЧ10, НВ170 | Предварительное (под последующее зубодолбление) | 8 | 46 | 25 | 15 | 8 | 53А50 |
| 14 | Серый чугун СЧ15, НВ190 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 30 | 38 | 0 | 1 | 5122 |
| 15 | Сталь 38ХА, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 55 | 24 | 0 | 1 | 5122 |
| 16 | Сталь 35, НВ180 | Предварительное (под шевингование) | 4 | 42 | 40 | 0 | 1 | 5122 |
| 17 | Сталь 20, НВ200 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 120 | 60 | 0 | 3 | 53А50 |
| 18 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 5 | 66 | 18 | 15 | 10 | 53А50 |
| 19 | Сталь 20Х, НВ165 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 22 | 30 | 0 | 1 | 5122 |
| 20 | Сталь 45, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 2 | 85 | 50 | 0 | 1 | 5122 |
| 21 | Сталь 35Х, НВ185 | Предварительное (под шевингование) | 3 | 65 | 42 | 0 | 1 | 5122 |
| 22 | Сталь 45ХН, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 24 | 28 | 0 | 1 | 5122 |
| 23 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 8 | 50 | 45 | 30 | 4 | 53А50 |
| 24 | Серый чугун СЧ10, НВ160 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 70 | 65 | 15 | 3 | 53А50 |
| 25 | Сталь 45, НВ215 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 80 | 30 | 0 | 6 | 53А50 |
| 26 | Серый чугун СЧ20, НВ240 | Окончательная (по сплошному металлу) Ra=1,6 | 3 | 22 | 45 | 0 | 6 | 53А50 |
| * В вариантах окончательной обработки по предварительно прорезанному зубу принять припуск на зубодолбление по межцентровому расстоянию h=1¸1,4 мм. | ||||||||
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №7
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12
