

 Реферат: Теория Резания
Реферат: Теория Резания
Расчет режима резания при шлифовании
Цель работы: изучить методику расчета режима резания при шлифовании аналитическим способом. Приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
Шлифование – процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются абразивные зерна. Движение резания при шлифовании – вращение шлифовального круга, движение подачи – возвратно-поступательное движение стола станка с заготовкой и (или) поступательное движение шлифовальной бабки со шлифовальным кругом.
Различают круглое наружное шлифование, внутреннее круглое шлифование, плоское шлифование, бесцентровое шлифование. Круглое наружное шлифование применяется для обработки цилиндрических наружных поверхностей и осуществляется двумя способами: с продольной подачей (метод врезания) – применяется если длина шлифуемой поверхности меньше ширины круга.
Разработку режимов резания при шлифовании начинают с выбора характеристики шлифовального круга.
Для этого устанавливают:
тип (форму) шлифовального круга [2] или [3],
материал абразивного зерна [2] или [3] , [6],
зернистость [2],
индекс зернистости [2],
твердость [2], [6],
структура [2], [6],
класс круга [2].
(Если выбор характеристики шлифовального круга производится по [3],
то ее следует перевести в новое обозначение).
Выбор характеристики шлифовального круга можно провести по приложению 1 к данной инструкции.
После выбора элементов характеристики следует записать полную характеристику, которая содержит такие параметры: форму (тип), марку зерна, зернистость, индекс зернистости, твердость круга, структуру, тип связки, класс круга, допустимую окружную скорость.
Основными элементами режима резания при шлифовании являются: окружная скорость в м/с (указывается в конце характеристики круга и является максимальной допускаемой прочностью круга);
скорость вращательного или поступательного движения детали в м/мин;
глубина шлифования t мм – слой металла, снимаемый шлифовальным кругом за один или двойной ход при круглом или плоском шлифовании или же равная всему припуску на сторону при врезном шлифовании;
продольная подача S – перемещение шлифовального круга вдоль своей оси в мм на оборот заготовки при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга;
радиальная подача Sp – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Эффективная мощность (мощность необходимая для резания) рассчитывается по эмпирической формуле [2], [3] или определяется по таблицам нормативов.
Основное время при круглом шлифовании с продольной подачей
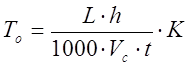 , мин (7.1)
, мин (7.1)
где h – припуск на сторону, мм;
Vc – скорость продольного хода стола , м/мин;
t – глубина шлифования, мм;
К – коэффициент выхаживания;
К=1,4 – при чистовом шлифовании;
К=1,1 – при предварительном шлифовании;
L – величина хода стола, мм
L=l-(1-K×m)×Bk , мм (7.2)
где l – длина шлифуемой поверхности;
К – число сторон перебега круга (К=2 – при сбеге круга в обе стороны, К=1 – при сбеге круга в одну сторону, К=0 – без сбега);
m – перебег в долях ширины круга;
Bk – ширина шлифовального круга, мм.
При круглом наружном шлифовании методом врезания
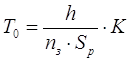 , мин,
, мин,
где nз – частота вращения заготовки, об/мин;
Sp – радиальная подача, мм/об.
При круглом шлифовании
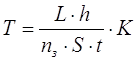 , мин
, мин
где S – продольная подача, мм/об.
При круглом внутреннем шлифовании перебег круга в обе стороны равен 0,5×В, тогда
L=l-(1-2×0,5)×B, т.е.
L=l
Плоское шлифование
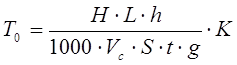 , мин
, мин
где Н – перемещение шлифовального круга в направлении поперечной подачи, мм;
L – величина хода стола, мм;
h – припуск на сторону;
Vc – скорость движения стола, м/мин;
g – число одновременно шлифуемых заготовок.
Н=Вз+Вк+5, мм
где Вз – суммарная ширина заготовок, установленных на столе, мм.
Вк – величина шлифовального круга, мм.
L=l+(10¸15), мм
где l – суммарная длина заготовок , установленных на столе, мм.
Пример решения задачи
На круглошлифовальном станке 3М131 шлифуется шейка вала диаметром D=80h6 мм длиной l=300 мм, длина валаl1=550 мм. Параметр шероховатости обработанной поверхности Ra=0,4 мкм. Припуск на сторону 0,2 мм. Материал заготовки – сталь 45 закаленная, твердостью HRC45.
Необходимо: выбрать шлифовальный круг, назначить режим резания; определить основное время.
Решение
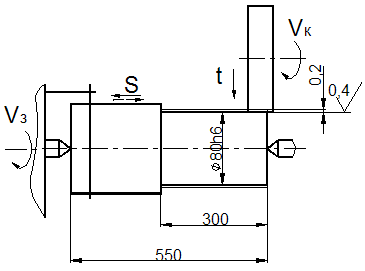 |
Эскиз обработки
Рис.5
1. Выбор шлифовального круга.
Для круглого наружного шлифования с продольной подачей (шлифовать с радиальной подачей нельзя из-за большой длины шлифуемой поверхности), параметра шероховатости Ra=0,4 мкм, конструкционной закаленной стали до HRC45 принимаем шлифовальный круг формы ПП, [2],
характеристика – 24 А401К, [6],
индекс зернистости – Н, [2],
структура – 5, [6],
класс – А, [2],
Полная маркировка круга ПП24 А40НС15КА 35 м/с.
Размеры шлифовального круга Dk=600 мм; Вк=63 мм (по паспорту станка).
2. Режим резания
2.1 Скорость шлифовального круга Vk =35 м/с [2].
Частота вращения шпинделя шлифовальной бабки
 , об/мин
, об/мин
 об/мин
об/мин
Корректируя по паспортным данным станка, принимаем
nш=1112 об/мин.
(корректируется только в меньшую сторону).
Режимы резания для окончательного круглого наружного шлифования конструкционных сталей с подачей на каждый ход определяют по [2] или [3].
2.2 Окружная скорость заготовки Vз =15¸55 м/мин; принимаем Vз=30 м/мин.
Частота вращения шпинделя передней бабки, соответствующая принятой окружной скорости заготовки,
 , об/мин
, об/мин
 об/мин.
об/мин.
Так как частота вращения заготовки регулируется бесступенчато, принимаем nз=120 об/мин.
2.3 Глубина шлифования
t=0,005¸0,015 мм.
Принимаем, учитывая бесступенчатое регулирование поперечной подачи шлифовального круга на ход стола,
t=0,005 мм.
2.4 Продольная подача
S=(0,2¸0,4)×Вк , мм/об.
Принимаем S=0,25×Вк=0,25×63=15,75 мм/об.
2.5 Скорость продольного хода стола
 м/мин.
м/мин.
С учетом паспортных данных (бесступенчатое регулирование скорости продольного хода стола) принимаем
Vc=1,9 м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность затрачиваемая на резание
Np=CN×Vзz×tx×Sy×dq , кВт [2], [3],
где CN – коэффициент, учитывающий условия шлифования;
x, y, z, q – показатели степени;
V, t, S – элементы режима резания;
d – диаметр шлифования, мм.
Для круглого наружного шлифования закаленной стали с подачей на каждый ход шлифовальным кругом зернистостью 40, твердостью СМ1
CN=2,65; z=0,5; х=0,5; y=0,55; q=0,
тогда Np=2,65×300,5×0,0050,5×15,750,55×1=2,65×5,48×0,07×4,55=4,63 кВт.
3.2 Мощность на шпинделе станка
Nшп=Nд×h , кВт
где Nд =7,5 кВт; h=0,8 – паспортные данные станка (см. приложение 2 к данным методическим указаниям).
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт>Np=4,63 кВт, то обработка возможна.
4. Основное время
 , мин
, мин
L=l-(1-K×m)×Вк , мм
где m – доля перебега круга , принимаем m=0,5 (т.е. половина круга); К=1 – число сторон перебега круга (см. эскиз обработки),
тогда
L=l-(1-1×0,5)×Вк=l-0,5× Вк=300-0,5×63=268,5 мм
К=1,4 – коэффициент выхаживания
 мин.
мин.
Задание на практическое занятие №7
Выполнить расчет режима резания аналитическим способом по заданному варианту.
Исходные данные приведены в таблице 7.
Порядок выполнения работы аналогичен предыдущим.
Таблица 7
| № | Материал заготовки и его свойства | Вид обработки и параметр шерохоатости поверхности, мкм | Размер шлифуемой поверхности, мм | Припуск на сторону , мм | Кол-во одновре-менно обраба-тыва-емых деталей | Модель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Сталь 45ХН закаленная, НRC45 | Окончательная, Ra=0,8 |
D=60h8 l=240 |
0,22 | 1 | 3М131 |
| 2 | Сталь 40Х незакаленная | Окончательная, Ra=0,4 |
D=55h7 l=40 |
0,15 | 1 | 3М131 |
| 3 | Серый чугун СЧ30, НВ220 | Предварительная, Ra=1,6 |
D=120H8 l=140 |
0,25 | 1 | 3К228В |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12
