

 Реферат: Технологические требования к конструкции штампованных деталей (часть 2)
Реферат: Технологические требования к конструкции штампованных деталей (часть 2)
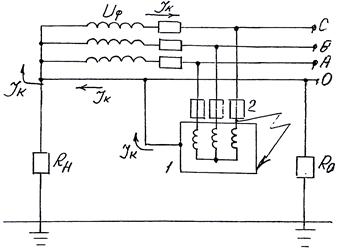 |
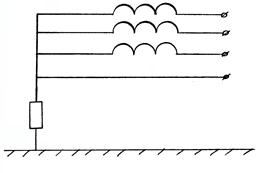
рис. 6.3. Трехфазная четырехпроводная цепь с глухозеземленной нейтралью.
рис. 6.4. Принципиальная схема зануления.
1 – корпус;
2 – предохранители, которые плавятся;
Rо – сопротивление нейтрали источника тока;
Rп – сопротивление посторного заземления;
Iк – ток короткого замыкания.
6.1.5. Обеспечение безопасности при работе на прессовом оборудовании.
Все открытые движущиеся и вращающиеся части оборудования расположены на высоте до 2,5 метров над уровнем пола, закрыты сплошными или сетчатыми ограждениями со стороной ячеек не более 10 мм. Ограждение массой более 5 кг. имеют рукоятку, скобы для их удержания при открывании или снятии.
Машины снабжены централизированной системой смазки основных трущихся частей, действующие автоматически. Включается машина только после включения системы смазки и достижения в ней установленного давления. Точки индивидуальной смазки обозначены и к ним обеспечен доступ с пола или с обслуживающих площадок. Для стекающей смазочной жидкости имеется сборник, надежно загрязнение рабочего места. Для сигнализации применяются светофильтры в соответствии с ГОСТ 15 548 – 70:
· красный – запрещающий – сигнализирующий необходимость немедленного вмешательство, указывает устройство, которое прервало процесс;
· желтый – предохраняющий – указывает на недостающий переход на автоматический цикл работы;
· зеленный – извещающий – указывает о нахождении механизмов в подготовленном к работе состоянии в нормальном давлении воздуха;
· синий – сигнализирующий – используется для указательных знаков и элементов технической информации;
· белый (прозрачный) – подтверждающий количество напряжения.
Требования безопасности к приборам управления на прессовых машинах:
1. при одновременном управлениями двумя руками система должна допускать возможность включения рабочих органов только при нажатии обеих пусковых кнопок (рычагов), которые располагаются на расстоянии не менее 300 и не более 600 мм. Каждый последующий ход после их освобождения и последующего нажатия исключается возможность пуска рабочих органов при заклинивании одной из кнопок. В мелких прессах, у которых из-за малых габаритах стола не возможно выдержать минимальное расстояние между кнопками включения, применяют пульт двурукого включения. Безопасность движения рабочих органов обеспечивается наличием 2-х рычагов для включения кнопок. Кнопки рычагов, на которые воздействует оператор, расположены на расстоянии не менее 300 мм друг от друга.
2. для педального управления (ножного)муфтой прессов в режиме одиночных ходов наиболее распространены электрические педали. Конечные переключатели в педалях для надежности имеют контакты с двойным разрывом. Система управления сблокированы так, что при работе одной системы исключается включение другой. Ножницы и пресса имеют защитные устройства опасной зоны, исключающие попадание рук под ножницы и рабочие части штампа, сблокированные с механизмом включения исключая включение без устройств. Ножницы и пресса оборудованы также двурукими управлениями машин.
Для листовых ножниц применяется защитное ограждение. Решетка расположена перед гидравлическим прижимом может поворачиваться в опарах, которые крепятся вместе с кронштейнами к станине ножниц. Когда опасная зона закрыта, опущенная решетка воздействует на конический выключатель, замыкает электрическую цепь и ножницы можно включить в работу.
Каждый пресс, на котором производится работа одиночными ходами, имеет устройства, исключающие травмирование рук в опасной зоне: двурукое включение, фотозащиту или другое устройство, обеспечивающее безопасность. Одно-кривошипные пресса усилием выше 16 т. с. и двух-кривошипные пресса усилием более 6 т. с. имеют индивидуальные электродвигатели для регулировки межштамповых пространств.
Пуск элекродвигателя регулирования межштампового пространства должен быть сблокирован с пуском пресса таким образом, чтобы во время регулирования включение пресса было не возможно.
На открытых одностоечных прессах предусмотрено ограждение кривошипно-шатунного механизма и кривошипного вала, сблокированные с пуском пресса и предотвращающие падение их частей при поломках.
Пресса с усилием 125 т. с. и более снабжены приспособлениями механизирующими или обеспечивающими работу по установки и съему штампов. Ввиду высокой скорости перемещения, автоматичности действия большой зоны обслуживания промышленными роботами (в цехе имеется роботизированный комплекс и пресса с манипуляторами), они представляют собой повышенную опасность для обслуживающего персонала и работающих на смежных участках. Поэтому роботы оснащены устройствами, обеспечивающими безопасность рабочих. При обслуживании промышленных роботов выполнены следующие мероприятия:
- запрещено движение робота рабочую зону оборудования в случаи нахождения там человека ;
- аварийная остановка робота при наезде на посторонний предмет при неправильном базировании заготовки на оборудование;
- удержание заготовки в захвате при отключении электропитания;
- запрещены перемещения робота за приделы загрузочных устройств и зон оборудования и других рабочих позиций;
- блокировку гарантирующую безусловное выполнение выше перечисленных команд;
- зона действия робота загружена и обозначена соответствующими цветами и знаками безопасности, вход в зону ограждения сблокирован с электрической цепью остановки работы.
ГОСТ 12. 2072 – 82 роботопромышленные и робототехнические участки. Требования безопасности.
Применяются также при опускании ползуна рукоотстранители. Рукоотстранитель обеспечивает отсранение рук рабочего из опасной зоны раньше, чем наступит непосредственная опасность.
6.1.6. Пожарная безопасность.
Согласно ОНТП в цехе категория пожарной опасности «Д». При проектировании цеха листовой штамповки обеспечиваем выполнение требований пожарной профилактики, предусмотренных ОНТП 24 – 86 мероприятий, установленных ведомственными указаниями и нормами, обязательные для кузнечно-прессового оборудования:
- предусморенные противопожарные разрывы между зданием цеха и соседними зданиями не менее 9 метров;
- расстояние от края проезжой части дороги или от спланированной территории не должно превышать 25 метров;
- здание имеет снаружи стальные пожарные лестницы;
- здание цеха обеспечено пожарным инвентарем (ведра, грабли, лопаты, ящики с песком и т.д.) и огнетушителями ОАХ – 0,5, ПО 10;
- в цехе предусмотрен противопожарный водопровод, который объединен с хозяйственным мытьевым и производственным водопроводом;
- количество эвакуационных выходов из здания цеха – 2 и расположены они в разных концах цеха, также для этой цели в цехе используются проезды, проходы и ворота, используемые в производственных целях;
- расстояние от наиболее удаленного мечта до эвакуационного выхода в пределах 40…50 метрах;
- ширина пожарных проездов принята 4 метра;
- ширина проходов служащих людей не менее 1 метра, приборов не менее 1…3 метров, площадок и лестниц 1,15…2,4 метра, дверей в пределах 0,8…2,4 метра.
Литература.
1. Романовский В.П. Справочник по холодной штамповке – Л.: Машиностроение, 1979 г.
2. Кузнечно-прессовое оборудование, выпускаемое в 1990-91 г.г. Номенклатурный каталог. – М.: ВМИИТЭМР; 1989 г.
3. Анурьев В.И. Справочник конструктора-машиностроителя, Т.1. – М.: Машиностроение, 1979 г.
4. Норицын И.А., Шехтер В.Я., Мансуров А.М. Проектирование кузнечных и холодноштамповочных цехов и заводов. – М.: Высшая школа, 1977 г.
5. Ковалев В.А. «Автоматизация производства крупных листоштамповочных деталей».
6. Абрамов Ю.А. и др. «Экономика машиностроительного производства». М.: Высшая школа, 1988 г.
7. Методические указания к дипломному проекту. Сос. Доц. Запунных А.И., К.: НТУУ КПИ, 1996 г.
8. Охрана труда в машиностроении. Е.Я. Юдин., С.В. Белов, С.К. Баланцев и др. М.: Машиностроение, 1983 г.
9. Отраслевой каталог кузнечно-прессового оборудования.
10. Государственный комитет по ценам. Прейскурант № 18 – 01. Оптовые цены на станки металлорежущие. Книга 1, прейскурант, М. 1981 г.
11. Государственный комитет по ценам. Прейскурант № 18 – 03. Оптовые цены на машины кузнечно – прессовые. Книга 1, прейскурант, М. 1981 г.
12. http://www.colibrys.kiev.ua/SAIT/kiaz.htm
13. http://www.price-list.kiev.ua/cgi-bin/test/pr.pl
