

 Реферат: Технологические требования к конструкции штампованных деталей (часть 2)
Реферат: Технологические требования к конструкции штампованных деталей (часть 2)
Реферат: Технологические требования к конструкции штампованных деталей (часть 2)
Вторая часть к диплому «Технологические требования к конструкции штампованных деталей». Первую ищите на том же сайте, под таким же названием, вместе не помещаються J
3.2.5. Конструирование штампов.
3.2.5.1. Штамп для вытяжки..
Расчет исполнительных размеров рабочих частей пуансона и матрицы вытяжного штампа ([1], стр. 410, табл. 195).
Вытяжка деталей с допуском по наружному размеру:
Lм = (L - D)+dм; Lп = (L - D - Z)-dп (3. 25), (3. 26)
где dм – допуск на изготовление матрицы, dм = 0,14 ([1], стр. 411, табл. 196);
dп - допуск на изготовление пуансона, dп = 0,09 ([1], стр. 411, табл. 196);
Z – величина зазора, Z = S + d,
где d - верхнее отклонение допуска на толщину материала
d = 0,1S, тогда Z = 1,65 мм
1) Размер 692,5-0,8 ® D = 0,8
Lм = (692,5 – 0,8)+0,14 = 691,7+0,14 мм,
Lп = (692,5 – 0,8 – 1,65)-0,09 = 690,05-0,09 мм
2) Размер 284-0,8 ® D = 0,8
Lм = (284 – 0,8)+0,14 = 283,2+0,14 мм,
Lп = (284 – 0,8 – 1,65)-0,09 = 281,55-0,09 мм
Вытяжка деталей с допуском по внутреннему размеру (ребра жесткости):
Lм = (L + Z)+dм; Lп = L-dп (3. 27), (3. 28)
1) Размер 460+0.8 ® D = 0,8
Lм = (460 + 1,65)+0,14 = 461,65+0,14 мм,
Lп = 460-0,09 мм
2) Размер 15+0.8 ® D = 0,8
Lм = (15 + 1,65)+0,14 = 16,65+0,14 мм,
Lп = 15-0,09 мм
Остальные элементы деталей высчитываются аналогично.
3.2.5.2. Штамп для гибки.
Расчет исполнительных размеров рабочих частей пуансона и матрицы гибочного штампа:
Поскольку заданы внутренние радиусы гиба, изготовляется пуансон по заданным размерам детали с допуском на изготовление пуансона dп = 0,09
Lп = L-dп (3. 29)
Матрица пригоняется к пуанону с требуемым размером
Z = 1,65 мм
Rп = 450-0,09
Rм = (450 - 1,65)+0,14 = 448,35+0,14 мм
3.3. Деталь «Крышка».
Деталь типа Крышка изготовляется из материала Лист АМГ6 М – 1,5 ГОСТ 21631 – 76, толщина материала S = 1,5 мм.
Материал – алюминий.

рис. 3.10. Эскиз детали.
3.3.1. Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
1. Радиусы закруглений у дна должны быть
r ³ (2 ¸ 4) S = (2 ¸ 4)1,5 = 3¸6 мм. В нашем случае R = 40 мм, что удовлетворяет условию.
2. Наименьшие радиусы пробиваемых отверстий должны быть не менее S, то есть 1,5 мм.
3. Расстояние от стенки до края отверстия с ³ r + 0,5S = 40 + 0,75 = 40,75 мм.
Исходя из изложенных ранее технологических требований делаем вывод, что деталь технологична и ее изготавливать возможно методом холодной штамповки.
3.3.2. Определение формы и размеров заготовки. Расход материала. ([1], стр. 284)
Основным правилом для определения размеров заготовок при вытяжке является равенство объемов заготовки и детали, так как в процессе пластической деформации объем металла остается постоянным.
Для определения ширины полосы и шага вырубки необходимо определить наименьшую величину перемычки ([1], стр. 292, табл. 139), при S = 1,5 мм, а = в = 1,4 мм.
Таким образом, можем принять размеры перемычки 1,5 мм для удобства изготовления и простоты расчетов.
Вместо вычисления диаметра заготовки мы разбиваем деталь на элементарные части.
Диаметр заготовки определяем разбив деталь на элементарные части ([1], стр. 92, табл. 31):
1) F1 = p d h = p 2R h = p ´ 2 ´ 270 ´ 30 = 50868 мм2 (3. 30)
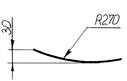
рис. 3.11. Отдельный элемент детали.
2) F2 = p (dL + 2rh) (3. 31)
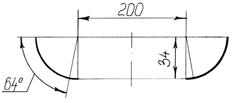
рис. 3.12. Радиусы закруглений дна.
L = 0,017 r a = 0,017 ´ 40 ´ 64 = 43,52 мм, тогда
F2 = p (200 ´ 43,25 + 2 ´ 40 ´ 34) = 35871,36 мм2
3) F3 = p d h (3. 32)
Причем с учетом технологического припуска h = 4 + 10 = 14 мм
F3 = p ´ 280 ´ 14 = 12308,8 мм2
Тогда по формуле ([1], стр. 98):
Dд
= 1,13 ![]() ,
(3. 33)
,
(3. 33)
где Fp – сумма расчетных площадей вытянутой детали;
b - коэффициент увеличения поверхности, b = 1
Dд
= 1,13 ![]() = 355,6 мм
= 355,6 мм
Находим ширину полосы по формуле ([1], стр. 296):
B = D + 2 (b + Dш) + Z, (3. 34)
где Dш – односторонний допуск на ширину полосы ([1], стр. 297, табл. 144), Dш = 1,2 мм;
Z – гарантийный зазор между направляющими и наибольшей возможной шириной полосы ([1], стр. 297, табл. 143), Z = 1,5 мм
В = 355,6 + 2 ( 1,5 + 1,2 ) + 1,5 = 362,5 мм
Оценку экономичности производим при помощи коэффициента раскроя ([1], стр. 287):
кр = (f n / B h) 100%, (3. 35)
где f – площадь поверхности детали, f = 99048,16 мм2;
h – шаг вырубки, h = D + a = 355,6 + 1,5 » 357 мм
кр = (99048,16 ´ 1 / 357 ´ 362,5) 100% = 76,5%
Величина полезного использования металла определяется общим коэффициентом использования ([1], стр. 290) по формуле:
ки
= ![]() ,
(3. 36)
,
(3. 36)
где m – количество деталей, полученных из листа,
A ´ C – размеры листа, A ´ C = 1500 ´ 3000 мм, ГОСТ 19903 – 74.
Из листа получаем 8 полос, из полосы получаем 4 детали.
m = 8 ´ 4 = 32 детали
ки
= ![]() = 70,4%
= 70,4%
Концевые отходы (полосы шириной 96 и 72 мм) используются для изготовления деталей в цехах средней и мелкой штамповки.
3.3.3 Разработка технологического процесса.
Технологический процесс:
1. Резка листа на полосы. Ножницы гильотинные.
2. Штамповка. Вырубка.
3. Штамповка. Вытяжка. Так как m = d / D = 280 / 355,6 = 0,78 вытяжку производим за один переход.
4. Штамповка. Пробивка отверстия диаметром 60 мм.
3.3.4. Выбор оборудования. Расчет усилия пресса.
3.3.4.1. Усилие для вырубки.
Операция вырубка заготовки диаметром 355,6 мм:
Усилие среза ([1], стр. 16):
Рср = L S sср, (3. 37)
где sср – сопротивление срезу, sср = 7 кг / мм2;
S – толщина детали, S = 1,5 мм;
L – периметр среза, L = p d = p 355,6 = 1116,58 мм;
Рср = 1116,58 ´ 1,5 ´ 7 = 11724,1 кгс
Полное усилие вырубки составляет
Р = 1,3 Рср = 1,3 ´ 11724,1 = 15241,37 кгс (3. 38)
Выбираем пресс усилием 16 т. с.
Штамп устанавливается на 16 т. с. пресс модели - КД 23221 – пресс одно-кривошипный открытый простого действия двухстоячный наклоненный:
| Номинальное усилие на внутреннем ползуне пресса, кН | 160 |
| Ход, мм | 5…55 |
| Число ходов в минуту | 160 |
| Число одиночных ходов в минуту | 50 |
| Габаритные размеры 1100 ´ 1130 ´ 1865 | |
3.3.4.2. Усилие для вытяжки.
Определяем усилие вытяжки ([1], стр. 172):
Рв = p d S sв K, (3. 39)
где К – коэффициент вытяжки при m = 0,78 К = 0,5;
d – диаметр детали;
S – толщина материала;
sв = 11 кгс / мм2
Рв = p ´ 280 ´ 1,5 ´ 11 ´ 0,5 = 7253,4 кг
Исходя из конструктивных особенностей пресса, величины хода, размеров рабочего стола, выбираем пресс усилием 40 т. с.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12
