

 Реферат: Проектирование мотоустановки среднемагистрального пассажирского самолета
Реферат: Проектирование мотоустановки среднемагистрального пассажирского самолета
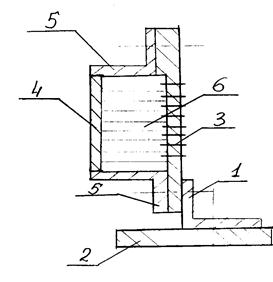
1 – технологический
профиль; 2 – приспособление для сборки и склеивания воздухозаборника – плита; 3
– перфорированная обшивка;
4 – неперфорированная обшивка; 5 – упор; 6 – сотовый заполнитель
Рис. 28
Продолжение табл. 19
| 1 | 2 | 3 | 4 |
|
б) установить упор (5) для фиксации сото-вого заполнителя и неперфорированной обшивки; в) выставить сотовый заполнитель и секции неперфорированной обшивки; г) стянуть сборку резиновым жгутом и демонтировать упор; д) установить и зафиксировать на контроль-ных болтах профиль (дет. 015, 027, 0101, 029) и технический профиль (17), обеспе-чивающий сохранность геометрических размеров при склеивании (рис. 29). Допуска неприлегания профиля к обшивке после затяжки контрольными болтами ±0,1 мм; е) провести проверку качества подгонки обшивок до их анодирования к сотовому заполнителю по отпечаткам сот на полиэ-тиленовой пленке, полученным путем зап-рессовки изделия в автоклаве с избыточным давлением 0,6¸0,7 атм. при t=165±5 °С в течение 15¸20 мин. Порядок сборки должен соответствовать порядку сборки изделия, указанному в настоящем ДТП; ж) демонтировать сборку |
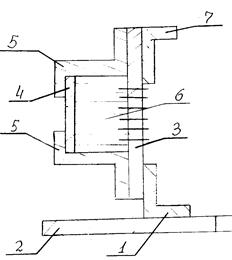
1 – технологический
профиль; 2 – приспособление для сборки и склеивания воздухозаборника – плита; 3
– перфорированная обшивка;
4 – неперфорированная обшивка; 5 – профиль (дет. 015, 027, 017, 028);
6 – сотовый заполнитель; 7 – технологический профиль
Рис. 29
Продолжение табл. 19
| 1 | 2 | 3 | 4 |
| 8. Провести хромово-кислотное анодиро-вание обшивок профиля (дет. 015, 027, 017, 029, 023, 025). | ванна хромово-кислот-ного анодир-ования | ||
| 9. Нанести грунтовку ЭП-0234 на поверх-ность свежеанодированных сухих деталей. Допускается разрыв между операциями анодирования и нанесения грунта не более двух часов. Пропустить грунт при t=125_ °C в течение 1 часа. | марка материа-ла: грун-товка ЭП-0234; термо-печь | пульве-ризатор НРУ | ложемен-ты |
| 10. Собрать 3 секции перфорированных обшивок через накладки на контрольных болтах | приспособление для сбор-ки пер-фориров. обшивок | ||
| 11. Провести клепку продольных швов перфорированной обшивки | пресс типа КПК-406 |
Таблица 20
Подготовка сотового заполнителя к склеиванию
| Наименование и эскиз операции | Оборудо-вание | Инстру-мент | Оснастка |
| 1 | 2 | 3 | 4 |
| 1. Разрезать (при необходимости) блоки сотового заполнителя по высоте в размер чертежа с допуском ±0,1 мм | Марка материа-ла: сото-вый за-полни-тель ТССП-Ф-10П; пила мелко-зубая ленточ-ная | Пила мелко-зубая | |
| 2. Провести стыковку панелей сотового заполнителя по продольным и поперечным стыкам согласно рис. 27 и их формо-образование по следующим технологиям |
Схема стыковки панелей сотового заполнителя
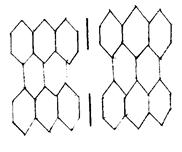
поперечный стык, ВК-31
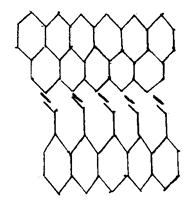
продольный стык
Рис.30
Продолжение табл.. 20
| а) нанести клеевую пленку ВК-31 на одну из склеиваемых граней сотового заполни-теля; | марка: клеевая пленка ВК-31 | фторопластовый зажим |
Продолжение табл.. 20
|
б) уложить панели сотового заполнителя на оправку через фторопластовую пленку и отвиклевать стеклолентой; |
оправка для формо-образу-ющих сот | ||
| в) установить две термопары на сотовый заполнитель вблизи клеевого шва; | |||
| г) выложить дренажные слои 2–3 слоя мешковины и стеклоткани через фторо-пластовую пленку; |
мешко-вина, стекло-ткань Т-13 |
||
|
д) установить штуцеры на вакуумные ме-шок: один – для создания вакуума из расчета – 1 штуцер на 1 мм2; один – в центре для контроля давления под мешком; |
|||
| е) обклеить сборку вакуумным мешком; | марка: пленка ППИ-Т уплотни-тельный жгут 51Г-27 | ||
|
ж) подключить вакуумную линию и создать разрежение 0,1 кгс/см2. Перекрыть вакуум-ную линию и провести контроль геометрич-ности вакуумного мешка. Допускается спад давления под мешком до 0 не менее, чем через 10 мин. Обнаруженные течи устранить. |
Вакуумные насос | ||
|
з) загрузить оснастку со сборкой в автоклав. Соединить вакуумный мешок с вакуумной системой контроля давления. Соединить ШР термопар; Создать разрежение под мешком 0,1 кгс/см2. Перекрыть вакуумную линию автоклава и провести контроль геометрич-ности мешка. Допускается спад давления под мешком до 0 не менее, чем через 10 мин; |
автоклав типа "Шольц" | ||
|
и) поддерживая разрежение под мешком 0,1 кгс/см2 создать давление 0,8 кгс/см2, после чего отключить вакуумный насос и плавно соединить мешок с атмосферой; |
|||
|
к) включить нагрев и довести давление в автоклаве до 1,3–1,5 кгс/см2. Скорость наг-рева клеевого соединения не должна пре-вышать 1 °С/мин |
Продолжение табл.. 20
|
л) при достижении температуры в клеевом соединении 175±5 °С выдержать сборку при давлении 1,3–1,5 кгс/см2 в течение 1,5 часа; |
|||
|
м) охладить сборку под давлением 1,3–1,5 кгс/см2 до температуры 40 °С; |
|||
| н) снять давление в автоклаве и выгрузить сборку. Зачистить сотовый заполнитель от затеков клея; | |||
| 3. Прорезать дренажные пазы в сотовом заполнителе согласно чертежу. | Установка для прорезки дренаж-ных пазов | алмазный или вул-канито-вый круг | |
| 4. Провести раскрой клеевой пленки ВК-31 не снимая защитных слоев. | Клеевая пленка ВК-31 | шаблон | |
| 5. Снять защитный бумажный слой и при-катать клеевую пленку ВК-31 незащищен-ной стороной на торцы сотового запол-нителя. | Мягкие ложемен-ты, ролик | ||
| 6. Отперфорировать клеевую пленку ВК-31, не снимая полиэтиленовую пленку, из рас-чета: одно отверстие в центре каждой ячей-ки с отклонением ±1–2 мм. | |||
| 7. Снять второй защитный слой (полиэти-леновую пленку) с клеевой пленки ВК-31. | |||
|
8. Провести термоусадку клеевой пленки ВК-31 с применением инфракрасного нагрева по режиму: – температура 75±5 °С; – выдержать 40–50 сек. |
Лампы инфра-красного нагрева | ||
| 9. Защитить полиэтиленовой пленкой тор-цы сотового заполнителя с термоусаженной клеевой пленкой. | |||
| 10. Провести выкладку клеевой пленки ВК-31, ее перфорацию и термоусадку со второй стороны сотового заполнителя, повторив операции п.п. 5–10 настоящего ДТП. |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13
