

 Реферат: Нормирование труда
Реферат: Нормирование труда
Общее планировочное решение – порядок размещения рабочих мест на территории участка (цеха). Требования, предъявляемые к нему:
- размещение оборудования по ходу технологического процесса;
- обеспечение безопасности исполнителей при перемещении транспортных средств по цеховым проездам;
- равномерное освещение территории и рабочих мест;
- соответствие окраски стен, оборудования требованиям коллерных карт.
Внутреннее планировочное решение – порядок размещения оборудования на площади РМ, обеспечивающий минимальные перемещения исполнителя при подготовке и проведении трудового процесса.
Частное – порядок размещения инструмента в пределах «моторного поля». Под названным понимается трапецеидальное пространство, образовавшееся при описании максимальной, минимальной, оптимальной дуг вытянутыми левой и правой руками. В этом пространстве наиболее удобно выполнять работу
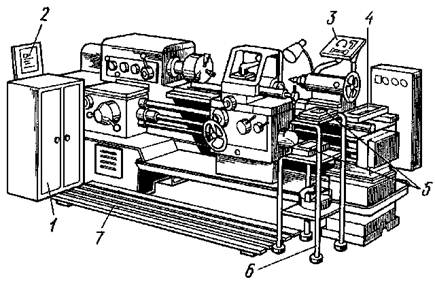
Рисунок 1. Планировка рабочего места токаря:
1-инструментальный шкаф, 2-планшет для чертежей, 3 - планшет для измерительных инструментов, 4 - ящик для вспомогательного инструмента, 5 - ящики для инструмента и деталей, 6 - стеллаж, 7 - решетка
1.3 Анализ организации обслуживания рабочего места
Система обслуживания РМ – совокупность взаимосвязанно действующих функций, выполняемых по установленному регламенту, обеспечивающих непрерывность производственных запросов.
Функция обслуживания – сфера деятельности определенной профессионально-квалификационной группы вспомогательных рабочих, обособленных по признаку технологического разнообразия работ.
Система обслуживания (СО) формируется применительно к определенному типу производства, организационным и техническим условиям на базе следующих принципов: гибкость, специализация, плановость, комплексность, предупредительность, оперативность, маневренность, экономичность, регламентированность. Обслуживание РМ включает три группы функций: обслуживание средств труда; обслуживание предметов труда; обслуживание исполнителей трудовой деятельности.
Обслуживание по форме может быть стандартным, планово-предупредительным, дежурным.
Стандартное обслуживание направлено на регулярное пополнение РМ предметами труда, принудительную замену режущего и измерительного инструмента и приспособлений, наладку, подналадку оборудования по заранее разработанному стандарт-плану. Эта форма обслуживания полностью высвобождает основных производственных рабочих от обслуживания рабочих мест.
Дежурное обслуживание осуществляет доставку необходимых предметов на РМ после запросов, поступивших с РМ, обусловленных содержанием сменно-суточных заданий.
К организации производства на рабочем месте предъявляются следующие основные требования: создание условий для высокопроизводительной работы; механизация и автоматизация производственного процесса, максимально устраняющая применение ручного труда; ритмичное снабжение рабочего места сырьем и материалами; повышение квалификации рабочего.
Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости. Планировка рабочего места зависит от многих факторов, в том числе от типа станка и его размеров, размеров и формы обрабатываемых заготовок, типа и организации производства и др. Сохранность и готовность оборудования к безотказной и производительной работе обеспечиваются повседневным уходом за рабочим местом. Большое значение для длительной и бесперебойной работы станка имеет своевременная и правильная его смазка в соответствии с требованиями, изложенными в руководстве по эксплуатации. Смазка станка является прямой обязанностью токаря. Периодически токарь должен производить проверку точности работы станка и его регулировку в соответствии с указаниями руководства по эксплуатации.
Плохая организация рабочего места, загроможденность рабочего места и проходов, неисправность станка и приспособлений, недостаточное знание рабочим устройства станка и правил его эксплуатации, неисправность электрооборудования и электропроводки, отсутствие ограждений и предохранительных устройств, работа неисправным инструментом, загрязненность станка и подножной решетки могут привести к несчастным случаям. В каждом цехе имеются специальные инструкции, в которых кроме общих требований техники безопасности приведены специфические требования, характерные для цеха, в котором установлен станок. Рациональная организация рабочего места, выполнение правил эксплуатации станка, и соблюдение правил безопасности являются важнейшими условиями высокопроизводительного труда.
1.4 Анализ трудового процесса
Токарь начинает работу с получения задания, чтения чертежа, расчетов. Он подбирает инструмент, устанавливает заготовку на станке, настраивает станок на выбранный режим резания и проводит обработку. Готовую деталь проверяет по размерам и чистоте поверхности. Станок имеет ручной и автоматический режим. В первом случае от токаря требуются точно координированные движения рук при управлении режущим инструментом. Квалифицированный токарь знает основы технологии, металловедения, сопротивления материалов, систему допусков и посадок, понимает принцип работы станка и умеет его наладить, знает причины брака. Токарю важно развить в себе техническое мышление, пространственное воображение, точность движений, устойчивое внимание, аккуратность, творческое отношение к делу.
Таблица 2
Анализ трудового процесса
|
Состав переходов, движений и действий операции |
Характеристика недостатков |
Затраты рабочего времени на выполнение нерациональных, холостых движений (мин) |
| 1 | 2 | 3 |
|
1. Взять деталь 1.1 Переход на 3 м. 1.2 Наклон к полу 1.3 Протягивание руки на 1,5 м. 1.4 Поиск детали 1.5 Перемещение руки на 3 м. 1.6 Разогнулся 1.7 Возвращение к рабочей зоне |
Перемещение рабочего на большие расстояния и выполнение им нерациональных движений приводит к потерям рабочего времени. |
0,34 0,17 0,25 0,17 0,5 0,25 0,34 |
| итого | 2,02 |
Вывод: все основное и вспомогательное оборудование, организационная и технологическая оснастка должны располагаться в удобном для рабочего месте. Нерациональные действия возникают из-за неправильного их расположения. Для рационализации трудового процесса необходимо, прежде всего, пересмотреть расстановку оборудования.
1.5.Организационно-технические мероприятия по совершенствованию трудового процесса.
Принципы рационализации трудового процесса (ТП):
- экономия движений требует исключения всех ненужных, лишних перемещений исполнителя;
- совмещение движений рекомендует одновременное участие в ТП органов человека: рук, ног, глаз, корпуса;
- оптимальная загрузка мышц нацеливает на сочетание крупных и мелких движений и их равномерную загрузку;
- создание условий для ТП способствует полной оснащенности РМ, формированию рационального планировочного решения, организации обслуживания РМ;
- содержательность труда предусматривает насыщение ТП творческими приемами, разнообразными по характеру;
- замена длинных движений короткими обеспечивает расположение предметов труда в оптимальной зоне;
- ускорение движений необходимо осуществлять ориентированными механизмами;
- предпочтение движений «сверху вниз» движениям «снизу вверх»;
- выполнение точных движений в позе «сидя»;
- непрерывность движения рук, корпуса, предотвращающая затраты дополнительной энергии на ее возобновление;
- стандартность движений, в одном направлении, вырабатывает автоматизм и повышает их скорость;
- замена приноровительных движений решительными обеспечивает их ускорение в 3 – 5 раз;
- отработка ритмичности движений рук увеличивает их скорость;
- освобождение руки от держательных движений посредством использования зажимных приспособлений
Задание 1.
Средства оснащения рабочих мест механического цеха приведены в таблице 4. Они размещены не в соответствии с теоретическими положениями по рациональной организации планировочных решений. В результате чего станочник вынужден совершить ряд нерациональных перемещений при выполнении трудовых процессов и подготовке к ним изготовления продукции.
Таблица 3
Исходные данные о потерях рабочего времени при нерациональных
планировочных решениях
| Средства оснащения рабочего места |
Одноразовые потери рабочего времени (мин) |
Количество перемещений в смену |
| 1. Вспомогат. оборудование | 6 | 7 |
|
2. Организационная оснастка - инструментальная тумбочка - подставка под детали - стелаж |
0,4 0,6 0,9 |
11 10 8 |
| 3. Технологическая оснастка | 0,6 | 37 |
| - набор инструментов | ||
| 4. Численность персонала в цехе, чел. | 123 | |
| 5. Количество рабочих дней в году | 265 | |
| 6. Год. объем производства, тыс. шт. | 120 | |
| 7. Трудоемкость одной шт., нормо-ч. | 2,21 | |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
