

 Реферат: Билеты по технологии отрасли
Реферат: Билеты по технологии отрасли
Особенности:
Процесс обеспечивает высокое качество поверхности, высокую точность и невысокую шероховатость поверхности при малых отходах и высокой производительности.
Материал заготовки должен обладать высокой пластичностью. d>10%, Y>12%.
Заготовки не могут быть слишком сложной формы
Металл при холодной штамповке сильно упрочняется, что требует промежуточного отжига для восстановления пластичности заготовки.
Главный инструмент - штамп, который изготовляется из высокопрочных дорогих сталей, сплавов, что вызывает сложности изготовления, стоимость штампов переносится на количество деталей.
Холодная штамповка отличается точностью, качеством, применяется в крупносерийном и массовом производстве.
Основные разновидности операций ХОШ.
1.Высадка - получение местных утолщений из заготовок малого диаметра (головок болтов, винтов, заклепок). Исходной заготовкой служит прокат в виде проволоки или прутка.
![]()
Заг-ка подается в матрицу, прочно удерживается. Внутренняя полость пуансона соответствует форме необходимой высадки - он формирует головку.
2.Выдавливание - форма образования изделий путем пластического истечения из полости штампа через отверстие соответствующей формы.
а)прямое: в матрицу укладывается заготовка, входит пуансон. Под действием усилия металл вытекает из формы.
а)![]()
![]() б)
б)
б)обратное: матрица глухая, пуансон входит в матрицу с зазором, под него кладется заготовка. Под давлением заготовка вытекает в зазор.
3.Холодная формовка - формообразование деталей путем заполнения полости штампов за счет перераспределения объемов.
а) открытых штампов: излишки металла образуют заусенцы, объем заготовки примерно равен объему детали
![]()
б) закрытых штампов: весь мет. получается в заг-ке, объемы детали и заготовки равны (строгие требования), а также повышенная точность
![]()
Инструментом является штамп. Изготавливают из высокопрочной стали – дорогие штампы. И их стоимость полностью переносится на стоимость готовых деталей.
Данный способ штамповки отличается высокой точностью, качеством, использование металлов 95%. Применяется в крупносерийном и массовом производстве.
№21. Листовая холодная штамповка.
Особенности
· Исходной заг-кой является лист (полоса) металла толщиной менее 10-15мм (чаще всего 0.5 - 1.5мм)
· Толщина изделий значительно меньше всех остальных размеров и не отличается от толщины заготовки (деформация не по всему объему - местная).
· Металл заготовки должен обладать выс. пластичностью (низкоуглеродистые стали, медь, латунь, алюминий, метан, кожа, целлюлоза).
· Операция сопровождается упрочнением и иногда требует промежуточного отжига.
· таким способом получают коробки, коробч. шасси, быт. изделия - вилки, ложки, кастрюли.
Основные операции:
 1.Вырубка
и пробивка выполняется в спец. выруб. штампах следующей конструкции:
1.Вырубка
и пробивка выполняется в спец. выруб. штампах следующей конструкции:
Пуансон оформляет внутренние, матрица - наружные поверхности. Пуансон под действием силы пытается протолкнуть через отверстие матрицы часть листа; лист прижимают, чтобы не прогибался.
Пуансон преодолевает сопротивление листа, входит в матрицу и вырезает деталь, которая проваливается в отверстие матрицы; пуансон отходит назад; лист продвигается на следующий шаг.
2.Гибка - заключается в придании заг-ке объемной формы за счет местной деформации.
Берется матрица, кладется лист, и соответствующей формы пуансон его изгибает - заготовка принимает соответствующую форму.
Получение ребер жесткости:
![]()
3.Вытяжка из листа сложной формы изделия (на рис - вытяжка стакана)
 |
|||
Изготовляют кастрюли колпачки, осуществляют вытяжку из менее в более глубокую форму.
4.Высокоскоростная листовая штамповка.
Характеризуется тем, что кратковременное приложение нагрузки (например, взрыв) разгоняет заготовку до скорости 150-200м/с. При такой высокой скорости деформации обгоняют образование трещин, т.е. появляется возможность деформировать малопластичные металлы.
Штамповка взрывом:
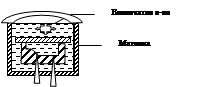
Изготовляется матрица сложной фасонной формы, на ее поверхность кладут лист металла, подвешивается взрывчатое вещ-во, это все в воде, закрывается прочной крышкой.
После взрыва за счет высокой жесткости воды передается удар и под действием ударной волны заготовка принимает форму матрицы, не требуется пуансона. Спец. каналы отсасывают воздух.
Размер получаемых деталей 2-3м.
Достоинства: возможность получения изделий мин. массы и небольших габаритов при удовлетвор. прочности и жесткости; достаточно выс. точность размеров и качества поверхности; обработка за одну операцию; высокий уровень механизации, автоматизации, высокая производительность (30-40 тыс. деталей за смену); применяется в крупносерийном и массовом производстве.
Недостатки: выс. трудоемкость и сложность изготовления штампов, их износ и выс. стоимость.
№22. Общая характеристика сварочного производства. Понятие сварки плавлением и сварки давлением.
Сварка – технологический процесс получения неразъемных соединений в результате частичного оплавления соединяемых деталей. Дешевый процесс легко механизируется, простое оборудование.
Особенность: сварка позволяет заменить сложную цельнометаллическую тяжелую конструкцию на сборную, состоящую из простых элементов, полученных прокаткой. Это позволяет снизить трудоемкость и себестоимость продукции. Сварные соединения на 20-30% менее прочны, чем литой металл.
Процесс сварки бывает двух типов давлением и плавлением.
![]()
![]() Плавлением.
Плавлением.

электрод
Температура 200`С. при охлаждении объем уменьшается, а этому препятствует напряжение. Прочность соединения на 1/3 < прочности сплошного металла.
Операции:
![]() 1.разделка
кромок соединяемых деталей.
1.разделка
кромок соединяемых деталей.
2.установка и закрепление сварочных деталей в спец. сварочных стендах для придачи прочного и неизменного положения.
![]() 3.собственно сварка
3.собственно сварка
4.контроль сварного шва
Сварка давлением.
Образование соединений происходит за счет диффузии атомов металлов, соединяемых вместе (при условии , что поверхности соединены друг с другом плотно).
Технологический процесс состоит:
1.Очистка механическим или физическим путями.
2.Сжатие пов-ти с определенным усилием, иногда с помощью подогрева для более эффективного дифундирования атомов.
3.Выдержка для достаточно пластичных металлов, низкоуглеродистых (платина, золото).
№23. Основные разновидности сварки плавлением.
По источникам тепловой энергии:
Электрическая дуговая сварка.
Максимальная t = 6000`С для любых металлов. Для питания используют сварочные генераторы, трансформаторы.

Обмазка защищает пов-ть от контакта с кислородом.
По степени механизации:
1.Ручная сварка - осуществляется сварщиком (вертикальные, горизонтальные, потолочные швы), качество шва определяется квалификацией сварщика.
2.Полуавтоматическая сварка – процесс зажигания в ручную. движение вдоль шва осуществляется автоматически.
3.автоматическая – все опер. автоматически (автомат С ЧПУ).
Газопламенная.
Источник тепла – сгорание ацетилена в струе кислорода (t = 300`С). используют в тех местах, где нет источников электрической энергии.
Электрошлаковая.
Тепловую энергию получают за счет сопротивления тока при прохождении его через сварочную ванну. Нужны источники для работы в режиме короткого замыкания. Этот вид сварки используют для сварки крупных деталей, толщиной не менее 30 мм. (напр. сварка броневых листов).
![]() Рис:
образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию
электрода, благодаря чему металл плавится.
Рис:
образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию
электрода, благодаря чему металл плавится.
Электроннолучевая сварка.
Тепло образуется за счет ударов потока электронов, движущихся с высокой скоростью до 150км/с в атоме. t=5000-6000`C. Шов получается высокого качества, т.к. процесс протекает в атоме, этот способ применяется для сварки тугоплавких и химически активных металлов Mb, Mo, Ti, Ta, Zi. При электронной сварке возникают рентгеновские лучи, для безопасности персонала процесс происходит в толстостенных вакуумных камерах.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15
