

 Реферат: Билеты по технологии отрасли
Реферат: Билеты по технологии отрасли
Скарп –
Очистка –
От точности и качества литейной формы зависит качество отливок. Литейные формы различают: разовые (на каждую отливку каждый раз делают новую форму), полупостоянные (на 10 отливок , потом теряют прочность), постоянные (число отливок 103-105 штук).
Оборудование для плавки.
Главное оборудование в литейных цехах – печи для расплавления металла.
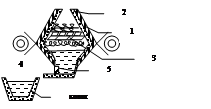 Вагранка. Маленькая
доменная печь, для плавки чугуна. 1металлический корпус из чугуна, 2огнеупорный
кирпич футеровка - кварцевый кирпич (до t 2300-2500’C), 3шихта - чередующиеся слои чугуна и кокса, 4дутье –
отверстия с помощью которых подача кислорода, 5летка, которая периодически
открывается, чтобы выпустить расплавленный металл. Температура в печи 1400-1500’C.
Вагранка. Маленькая
доменная печь, для плавки чугуна. 1металлический корпус из чугуна, 2огнеупорный
кирпич футеровка - кварцевый кирпич (до t 2300-2500’C), 3шихта - чередующиеся слои чугуна и кокса, 4дутье –
отверстия с помощью которых подача кислорода, 5летка, которая периодически
открывается, чтобы выпустить расплавленный металл. Температура в печи 1400-1500’C.
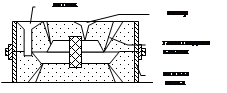
Дуговая электропечь. 1 электроды (из графита, вольфрама), 2 керамическая футеровка, 3 каркас из дешевого материала, 4 заготовки, исходный материал. Температура в печи – 2500’C.расплавленный металл практически без примесей. Расплавленный металл, помещенный в ковши, развозят по цеху.

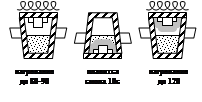
Индукционные печи. Создается электромагнитное поле высокой частоты, за счет которого происходит плавка особых металлов. Температура в печи – 1500-1600’C. 1тигель.

Электрические печи сопротивления. Существуют тены - спираль из нихрома. Металл помещается и нагревается за счет потоков излучения, конвекции. Печи применяются для плавления цветных металлов.
Печи данное оборудование сложное, дорогостоящее. И процессы плавки – периодические.
№14. Литье в землю. Понятие модели, формы и стержней.
Древнейший способ литья. Два варианта выполнения:1 ручная формовка по деревянным моделям, 2 машинная формовка по металлическим моделям.
1 ручной формовкой по деревянным моделям:
используется в единичном и малосерийном производстве, для получения заготовок сложной конфигурации мелких и средних размеров (до 200 т), для черных и цветных металлов. Название происходит из-за того, что материал модели – дерево. Формовочная смесь состоит из земля + глина + песок.
Отливка модели отличается:

Припуск – набавляют на обрабатываемые поверхности, чем больше припуск , тем больше механической обработки. Его величина Z=0,5-1 мм до 15-20 мм, средний припуск 3-5мм.
Для извлечения деталей из формы перпендикулярно плоскости разъема делают – уклоны (внутренние и внешние), что требует дополнительных расходов.
Для упрощения формы - напуски, закрывают сплошным металлом.
На острых углах радиус скругления – галтель.
Модель – деревянная.
Состоит из двух частей:
![]()
 Чтобы
определить нахождение стержня необходим знак – возвышение.
Чтобы
определить нахождение стержня необходим знак – возвышение.
Формовка.
Землю уплотняют.
Разбирают форму и извлекают модель. В земле пустота, куда вставляют стержень, если предусмотрено отверстие.
Для заливки металла – литник, через выпор смотрят степень заливки металлом данного пространства. После остывания, извлекают отливку, земля разрушается и уходит через решетку. Земля идет на повторное использование.
Достоинства: получение отливок любой точности и конфигурации, неограниченные размеры, сравнительная низкая себестоимость (опоки многоразовые).
Недостатки: низкая производительность, длительный процесс, низкая точность 14-17 кв., низкое качество поверхности Rz = 400000 мм , значительные расходы на литники (отхода до 35%), большие припуски и последующие большие отходы в стружку, тяжелые условия труда.
2 машинная формовка по металлическим моделям.
 Применяется в серийном
производстве и массовом. Отжиг: половинки моделей делают из металла (алюминий)
и прикрепляют намертво подмодельной плите. Заполнение формы происходит на
формовочных машинах.
Применяется в серийном
производстве и массовом. Отжиг: половинки моделей делают из металла (алюминий)
и прикрепляют намертво подмодельной плите. Заполнение формы происходит на
формовочных машинах.

Опоку ставят на плиту и заполняют формовочной смесью, затем упрессовывают землю (аналогично и вторую опоку). Металлические модели не набухают от влаги формовочной земли. Более точные, не прилипают.
Достоинства: высокая производительность, хорошая механизация, удовлетворительная точность 12-14 кв.
Недостатки: низкое качество поверхности из-за зернистости земли Rz, большие отходы в литниковую систему, ограничение сложности размеров отливки, более тяжелые условия труда (грохочут от механической подачи сдачи).
№15. Литье точных отливок в разовые формы.
Литье в оболочковые формы.
Применяется в серийном производстве отливки из черных и цветных металлов с различной массой до 150 кг, сравнительно некрупных. Отливки имеют упрощенную конфигурации, обычно без внутренних полостей.
Особенность заключается в формовочной смеси, которая состоит из мелкозернистого кварцевого песка и термореактивной смолы, которая расплавляется при температуре 80-90’C, а при температуре 120’С через несколько секунд полимеризуется и затвердевает.
Технический процесс выполняется на специальных машинах.
Модель прикрепляют к крышке и нагревают до 80-90”С, затем переворачивают данную установку и смола , попавшая на металлическую модель расплавляется и прилипает, затем снова переворачивают и снова нагревают до температуры 120, и благодаря свойству смолы она затвердевает, получается полу форма. (аналогично вторую половинку)сковыривают корочку и получают форму, в которую можно заливать металл.
Крупные формы иногда ставят в опоку и засыпают землей, чтобы жидкий металл не пробил форму.
Достоинства: высокая производительность, промышленная точность отливок 12 кв., удовлетворительное качество поверхности Z = 0,5-1,5мм, резкое сокращение расходов формовочной смеси в 20-30 раз, низкие потребности в производительных площадях, примерно в 5 раз.
Недостатки: стоимость одного кг литья выше, чем в землю на 40-50%, ограниченные формы и массы отливок, токсическое воздействие паров смолы.
Литье по выплавляемым моделям.
Для данного литья модель изготовляется из парафина или стеарина. Модели получают прессованием (пресс-форм), затем модели выплавляются из форм, что не требует разъема формы и обеспечивает высокую сложность и точность литья.
Принимается в серийном производстве для получения мелких и средних заготовок сложной конфигураций (корпуса приборов). Льются детали из высоколегированных сплавов, цветных металлов и трудно обрабатываемых материалов. Масса от 150т до 150кг. Процесс осуществляется на полуавтоматах при температуре 50 градусов.
Собственно процесс:
 Заготовку
опускают в емкость , заполненную суспензией (неоднородная грубодисперсная
система, состоящая из твердых частиц, равномерно распределенных в жидкости):
70% кварцевого песка, 30% этилселиката. Окупая сборку, получают на поверхности
тонкий слой частиц, ее достают и подсушивают горячим воздухом. Этот процесс
повторяют несколько раз до образования хрупкой корочки 2-3мм. Затем, на сборку
направляют пар 120-150 градусов, и вытекший парафин используют снова.
Заготовку
опускают в емкость , заполненную суспензией (неоднородная грубодисперсная
система, состоящая из твердых частиц, равномерно распределенных в жидкости):
70% кварцевого песка, 30% этилселиката. Окупая сборку, получают на поверхности
тонкий слой частиц, ее достают и подсушивают горячим воздухом. Этот процесс
повторяют несколько раз до образования хрупкой корочки 2-3мм. Затем, на сборку
направляют пар 120-150 градусов, и вытекший парафин используют снова.
Парафиновая сборка
Для сохранения формы ее обжигают при 500-600’С, происходит спекание и упрочнение, затем вставляют в опоку, засыпают песком (для устойчивости), заливают металлом.
Достоинства: высокая производительность, допускающая возможность механизации , автоматизации; высокая точность 10-12кв.;хорошее качество поверхности Rz = 20; сокращение объемов механической обработки до 80% (до 7 кв. и Ra = 1,25).
Недостатки: повышенная трудоемкость и стоимость отливки; ограниченность размеров, формы (трудно получить внутренние поверхности).
№16. Литье в постоянные металлические формы (кокиль). Литье под давлением.
Литье в кокиль – разъемная металлическая форма, в которую заливается жидкий металл, изготовляемая из чугуна или стали. Для оформления внутренних поверхностей используют разъемные металлический стержни. Данное литье позволяет получать не очень трудные отливки.

Технология дополнительно требует: для лучшего заполнения формы перед заливкой кокиль нагревают при простых 150-200’С, при сложных 350-400’С; для предотвращения пригорания отливки изнутри кокиль смазывают графитовой смазкой. Это усложняет технологический процесс и требует дополнительных затрат.
Преимущества: быстро застывают отливки, образуются малозернистые структуры; высокая производительность и возможность механизации (конвейер); 11-12кв. качество поверхности Rz=20-100мкм; сокращение объема механической обработки за счет уменьшения припусков; плотная малозернистая структура металла; исключение из процесса формовочной земли.
Недостатки: высокая стоимость изготовления кокилей; недостаточная стойкость при отливки черных металлов (30-40шт); трудность получения отливок из тугоплавких сплавов и разностных отливок.
Применяют данный вид литья в мелкосерийном производстве (из стали 6%, чугуна 11%, цветных металлов 45%). Масса отливок до 7 тонн.
Литье под давлением.
Применяется для отливок сложной формы, массой до 100 кг из легкоплавких цветных металлов. Это самый высокопроизводительный способ лить позволяет производить 200-400 отливок в час.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15
