

 Курсовая работа: Описание технологического процесса производства конфет-грильяжа "Киевский"
Курсовая работа: Описание технологического процесса производства конфет-грильяжа "Киевский"
2.2 Машинно-аппаратурная схема производства грильяжа «Киевского»
На рис.2.1 представлена линия по производству конфет из грильяжной массы. На ней осуществляются процессы механизированного дозирования сахара-песка, крупки орехов; получение расплава сахара и грильяжной массы, ее охлаждение с целью подготовки ее к формованию; калибрование пластов грильяжной массы; формование корпусов методом прокатки последующей резки на корпуса; охлаждение и разделения отформованных корпусов; отсева крупки корпусов.
В соответствии с рецептурой компонентами грильяжной массы являются сахар-песок, жареные ядра дробленых орехов, сливочное масло, мед пчелиный. Просеянный и очищенный от ферропримесей сахар-песок попадает в накопительный бункер 1, который опирается на упругие опоры 2 и подвергается вибрационному воздействию от вибратора, что предотвращает свободообразование сахара-песка и способствует более равномерному истечению в шнековый дозатор 4. Бункер 1 связан с дозатором 4 эластичным рукавом 3.
Сахар-песок непрерывным потоком дозируется в верхнюю часть вертикального пленочного аппарата 7 роторного типа, снабженного электрообогревом. Плавление сахара производится путем нагревания его в пленочном слое с помощью теплопередающей поверхности, причем одновременно с нагревом происходит дробление и истирание сахара-песка и последующее перемешивание расплава до однородного состояния. Продукт перемещается сверху вниз под действием силы тяжести. Внутри конической и цилиндрической частей аппарата проходит вертикальный вал 8, снабженный лопатками 9, имеющими сложную конструкцию. Вал 8 имеет частоту вращения 350 об/мин. Под влиянием центробежных сил сахар отбрасывается лопатками к стенкам аппарата, где ими дробится и истирается. Одновременно происходит постепенный нагрев частиц сахара до температуры плавления, а затем – плавление. Время плавления сахара составляет 15-30 с.
Аппарат имеет три температурные зоны: в верхней температура стенок 140оС, в средней- 200-215оС, в нижней 160оС. Из пленочного аппарата непрерывным потоком вытекает прозрачный карамелизованный расплав сахара температурой 190-205оС, имеющий красновато-коричневый цвет.
В верхней части аппарата имеются патрубки 5 и 6. Патрубок 5 служит для локальной вытяжки, предотвращающей поступление горячего влажного воздуха внутрь корпуса шнекового дозатора 4, а оттуда в бункер 1. Через патрубок 6 обеспечивается полная вытяжка продуктов сгорания и горячего влажного воздуха.
Грильяжную массу получают непрерывным способом путем смешивания в лопастном смесителе 13 сахарного расплава из аппарата 7, ореховой крупки в смеси с ванилином, подаваемыми дозаторами 10 и 11, а также расплавленного сливочного масла из насоса-дозатора 12. Полученная текучая смесь температурой 120-140оС из смесителя 13 поступает в охлаждающую машину, где прокатывается в пласт и охлаждается до температуры 100±5оС. Охлаждающая машина представляет собой круглый вращающийся стол 15 желобовидной формы. Желоб шириной 288 мм образован металлическим днищем с двумя бортами высотой 20 мм. Борта и дно желоба облицованы фторопластом и охлаждаются водой температурой 55-60оС. Над желобом смонтированы три круглых конических валка 14, которые, вращаясь, предварительно формуют пласт. Валки, охлаждаемые водой, приводятся в движение через конические шестерни от вертикального приводного вала круглого стола. Зазор между наружной поверхностью каждого валка и дном желоба можно регулировать в пределах 2-10 мм. Для дополнительного охлаждения грильяжный пласт перед третьим валком обдувают воздухом. Продолжительность охлаждения пласта регулируется в пределах 4-8 мин. Пласт толщиной 8-10 мм, выходящий из охлаждающей машины, разрезают на части длиной 30-40 см направляют на дополнительную выстойку и охлаждение до температуры 75-80оС на охлаждающий стол 16.
Охлажденные пласты подают на машину, где с помощью двух пар рифленый валков 17 и 18 осуществляют проминку и предварительную калибровку. С целью более равномерного распределения температуры массы каждый пласт прокатывают дважды, а затем направляют на подающий конвейер 19 формующей машины, которая имеет две пары калибрующих валков 20 и 33, 21 и 32, механизм продольной резки с дисковыми ножами 23 и валком 31.
Пласт грильяжной массы с конвейера 19 поступает на предварительную калибровку в зазор между валками 20 и 33. Валок 20 выполнен в виде полой шестерни, что улучшает проминку массы, а также способствует подаче пласта в зазор между валками 21 и 32, которые окончательно калибрую толщину и ширину пласта. Валки окончательного калибрования выполнены рифлеными. Откалиброванный жгут проходит камеру 22 и разрезается дисковыми ножами 23 на жгуты. Откалиброванные жгуты отделяются от ножей съемниками 24 и поступают на отводящий конвейер 25,где производится поперечная резка жгутов гильотинным ножом 26 и охлаждение пластов, разделенных на корпуса в холодильном шкафу 27.
При разделении пласта грильяжной массы на жгуты и корпуса дисковые ножи и гильотинный нож прорезают его не полностью. На нижней плоскости пласта между корпусами остаются перемычки толщиной 0,5 мм и шириной 0,2-0,3 мм. Таким образом, на охлаждение поступает разделенный на корпуса пласт температурой 65-70оС. После охлаждения в течение 6 - 7 мин. При температуре воздуха 4-6оС температура пласта снижается до 23-25оС, т.е. до температуры, при которой корпуса приобретают прочность, а перемычки - хрупкость.
Окончательное разделение охлажденного пласта на корпуса производится при помощи специального устройства, установленного на выходе из охлаждающего шкафа. Устройство выполнено в виде двух вращающихся по ходу движения пласта барабанов. Верхний барабан 28 имеет вогнутую, а нижний барабан 30 − выпуклую поверхность. Барабаны установлены с зазором, равным высоте корпусов конфет. Между барабанами проходит лента конвейера 25 с разделенным на корпуса охлажденным пластом. При прохождении между вогнутой и выпуклой поверхностями барабанов перемычки ломаются, и пласт разделяется на корпуса. На конвейере 25 отбирают бракованные корпуса, а стандартные корпуса отсеиваются от крошки на вибролотке 9 и подаются на глазирование.
Технология непрерывного механизированного приготовления корпусов конфет из грильяжной массы и оборудование разработаны во ВНИИКП [2].
2.3 Основное оборудование
Сортировочная машина К-549 (рис.2.2) предназначена для очистки и сортировки по величине ореховых ядер. Очистка производится с помощью воздуха и просеивающих сеток.
Подлежащие очистке ядра орехов засыпаются в воронку 3, снабженную шарнирно закрепленной заслонкой 2 и рифленым дозирующим валиком 1, который подает ядра в аспирационный канал 18. По каналу с большой скоростью снизу вверх движется поток воздуха, который подхватывает ядра орехов и поднимает их в камеру 6. Здесь скорость воздуха уменьшается, и ядра падают на качающуюся заслонку 5, а с нее на верхнее сито 4 ситового корпуса 17. Скорость воздушного потока в канале 18 регулируется шибером 7. В нижней части канала остаются крупные камни и другие тяжелые примеси.
Через верхнее сито 4, имеющее крупное отверстие проходят ядра нормальных размеров, но задерживаются сдвоенные орехи и крупные легкие примеси (листья, ветки и др.). Сквозь нижнее сито 16 проходят песок и мелкие примеси. Верхнее сито 4 очищается от застрявших в отверстиях частиц ударами 2х колотушек, а нижнее сито 16 – щеточным устройством. При изменении размеров очищенного продукта меняют соответственно сита 4 и 16, подбирая необходимые размеры ячеек.
Пройдя через сита, ядра орехов засасываются в вертикальный канал 13, в котором они очищаются от мелких примесей, не отделенных в канале 18 и ситовом корпусе 17, а также от всех примесей, скорость витания которых ниже скорости полноценных ядер орехов.
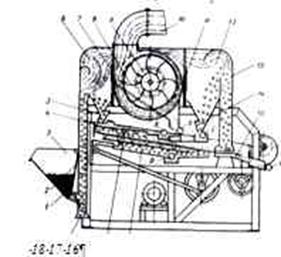
Рис 2.2. Сортировочная машина К-549
Мелкие примеси, оседающие в камерах 12 и 6, через качающиеся заслонки 14 и 5 попадают в желоба и выводятся из машины. Очищенные ядра, пройдя по поверхности магнитного устройства 15 выводятся из машины по желобу Е.
Оболочка ( мякина) из уловителей 9 выводится из машины через окно D, отходы с верхнего сита 4- через окно А, с нижнего сита 16 через окно В, из камеры 12 и заслонки 11 – через выход С.
Запыленный воздух центробежным вентилятором 8 через трубу 10 подается в циклон-осадитель, а затем проходит через тканевый фильтр для очистки его от пыли. Очищенный воздух выходит в атмосферу.
Сферический обжарочный аппарат (рис 2.3). Внутри шарообразного кожуха 8 на горизонтальном валу 17 вращается полый сварной шар 4. Спицами 18 шар крепится к двум полым цапфам 16 и 26, которые могут свободно поворачиваться на валу 17. На одном конце вала расположена звездочка 14 цепной передачи, а на другом – штурвал 28 с фиксирующим штифтом 29, который входит в отверстия сектора 27, закрепленного на полой цапфе 26 шара. Таким образом, через штифт 29 и сектор 27 вращение от вала передается шару. В стенках шара имеются отверстия для выгрузки орехов, закрытые шиберными заслонками, которые смонтированы на стержнях 6.
Орехи загружают в воронку 3, при открывании шиберной заслонки 5 они попадают во внутреннюю полость шара. Для перемешивания орехов при вращении предусмотрены лопасти 7.
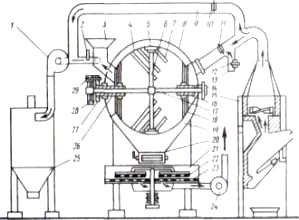
Рис. 2.3. Сферический обжарочный аппарат
Смесь воздуха и топочных газов из топки 15 проходит через полость шара и всасывается вентилятором 1. Одновременно он удаляет из аппарата пары влаги и газообразные продукты, выделяемые из орехов. Воздух засасывается через патрубок 13. Количество горячей воздушно-газовой смеси, поступающей в аппарат, регулируется шиберами 11 и 12. Температура газов, выходящих из аппарата, контролируется термометром 2. отсасываемые вентилятором газы поступают в циклон 25, где они очищаются от частиц оболочек орехов.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
