

 Реферат: Разработка технологического процесса изготовления детали с использованием станков с ЧПУ
Реферат: Разработка технологического процесса изготовления детали с использованием станков с ЧПУ
Ввиду того, что величина подачи инструмента соизмерима с глубиной обработанного отверстия, то для получения заданных размеров отверстия приходится обрабатывать его методом последовательного приближения, многократно исправляя раз меры инструмента.
Для того чтобы уменьшить количество исправлений инструмента при обработке твердого сплава, целесообразно предварительно обрабатывать отверстия электроискровым методом, а ультразвуковой обработкой выполнять снятие припуска. Поскольку количество исправлений инструмента ничем не ограничено, то, очевидно, осуществляя необходимое их количество, можно, казалось бы, получить отверстие с любой заданной точностью. Таким образом, абразивный износ инструмента, обусловленный воздействием абразива, точности изготовления глухих отверстий не лимитирует. В действительности, точность изготовления глухих отверстий и обработки поверхностей ограничивается кавитационным износом инструмента, так как износ инструмента происходит не только из-за воздействия абразива, но и в связи с кавитационными явлениями в абразивной суспензии.
В некоторых точках поверхности инструмента его кавитационный износ может преобладать над абразивным. В этих точках образуются лунки, которые на поверхности детали создают выпуклости и горбы соответствующей формы. Высота этих выпуклостей соизмерима с глубиной обработки. Поэтому для получения точной поверхности необходимо осуществить обработку методом последовательного приближения, периодически исправляя инструмент. Глубина каждой последующей обработки должна быть меньше предыдущей.
17.4. Станки и инструмент для обработки ультразвуком
В настоящее время выпущено большое количество станков и установок для размерной ультразвуковой обработки. Для ультразвуковой размерной обработки разработана новая гамма копировально-прошивочных станков. В основу гаммы положены две универсальные базовые модели имеющие соответственно мощность генератора 0.1¸0.4 и 1.6¸2.5 кВт. На основе первой модели гаммы настольного исполнения разработан станок мод.4А771П повышенной точности, рассчитанный на работу с абразивной суспензией и алмазным инструментом. Он имеет вращающийся шпиндель и стол, перемещающийся по координатам. Станок предназначен для обработки отверстий, щелей и фасонных плоскостей. Станок оснащен устройством для правки, микроскопом для контроля размеров инструмента и амплитуды его колебаний. На базе второй модели разработаны и серийно выпускаются станки мод. 4Д772, 4Д772Э, 4Д772К. Станки с индексом Э оснащены источниками технологического тока, что позволяет вести электрохимическую ультразвуковую обработку.
Кроме универсальных станков, разработан ряд ультразвуковых станков специального назначения для сверления алмазных и твердосплавных фильер, отверстий в камнях самоцветах, резки полупроводниковых материалов. Для обработки алмазных фильер серийно выпускается станок мод. МЭ-76.
Схема ультразвуковой обработки приведена на рис.17.1
|
|
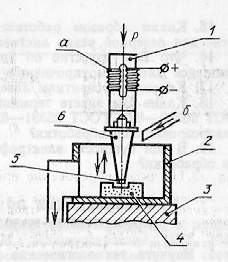
Рис.17.1. Схема ультразвуковой обработки:
1-магнитострикционный преобразователь;
2-ванна; 3-стол ультразвукового станка;
4-обрабатываемая заготовка; 5- инструмент;
6-концентратор; а-подвод тока от генератора;
б-подвод абразивной суспензии; Р-сила прижима инструмента к детали
18. Промышленный робот для обслуживания токарного станка с ЧПУ
Промышленный робот (ПР) — автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления, для управления в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и (или) технологической оснастки.
Для обслуживания одного станка возможно применить специализированного робота как, например, СМ40Ц.40.11 технические характеристики которого приведены ниже:
Грузоподъемность суммарная, кг...............................................40
Число рук/захватов......................................................................1/1
Число степеней подвижности.......................................................4
Тип привода.........................................................Гидравлический
Система управления........................................................Цикловая
Число программируемых координат...........................................3
Способ программирования перемещений...................по упорам
Погрешность позиционирования, мм.....................................±1.5
Наибольший вылет руки, мм...................................................1672
Линейные перемещения, мм:
— горизонтальные....................................................................760
— вертикальные........................................................................760
Скорость линейных перемещений, м/с:
— горизонтальных...............................Вперед-0.41; Назад-0.635
— вертикальных.......................................Вверх-0.212; вниз-0.38
Угловые перемещения, градусы........................................270,180
Масса, кг....................................................................................1400
Робот работает в цилиндрической системе координат и предназначен, в основном, для обслуживания одного станка; он имеет две системы управления - цикловую и ЧПУ - позиционную. В функции робота при обслуживании токарного станка с ЧПУ будет входить установка и съем детали, управление приспособлением закрепления детали, также необходима синхронизация работы робота и обслуживаемого станка с помощью согласованного интерфейса между ними, т.к. для обеспечения полной автоматизации необходимо управление включением/выключением станка роботом.
Вид и тип захватного устройства робота будут зависеть от формы обрабатываемой детали. Для деталей типа хвостовика возможно применение захвата типа С01, диапазон захвата которого 20¸150 мм.
Также необходимо применение тактового стола. Тактовый стол — предназначен для хранения запаса заготовок и подачи их в зону захвата ПР. Заготовку можно устанавливать непосредственно на пластину стола, если форма и размеры заготовки позволяют это сделать, либо на специальные приспособления - спутники, которые крепят к пластинам. Готовую деталь можно ставить на тактовый стол или в специальную тару. Тактовый стол выбирают исходя из габаритов и массы заготовок.
ЗАКЛЮЧЕНИЕ
В ходе курсового проектирования была разработана и проанализирована технология изготовления хвостовика на станках с ЧПУ с применением средств автоматизации начиная с выбора заготовки и заканчивая термообработкой и упаковкой детали.
Также была обоснована экономическая целесообразность внедрения разработанной технологии: выбор заготовки, обработка детали, затраты на ее изготовление,— с расчетом полной себестоимости готового изделия.
В теоретической части подробно описаны технологические возможности передовой, мало применяемой в нашей промышленности обработки металлов ультразвуком.
В целом курсовой проект вобрал в себя большую часть знаний и навыков полученных нами в теоретическом курсе ТМС, что помогло на конкретном примере закрепить их.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование: Учеб. пособие для вузов.— Минск: Выс. школа, 1983.— 256 с.
2. Ковшов А.Н. Технология машиностроения: Учебник для вузов.— М.: Машиностроение, 1987.— 320 с.
3. Хорбенко И.Г. Ультразвук в машиностроении.— М.: Машиностроение, 1974.— 280 с.
4. Размерная электрическая обработка металлов: Учеб. пособие для вузов/ Под ред. Глазкова А.В.— М: Выс. школа, 1978.— 336 с.
ПРИЛОЖЕНИЯ
Программа для сверлильного станка с ЧПУ Приложение 1
%
N001 T01 S10 F11 X+00000 Y+00000
N002 M03 L01 X+006062 Y+003500
N003 G81 M08 R+026000 Z+32650
N004 M09 X-006002
N005 G81 M08 R+026000 Z+32650
N006 M09 Y-003500
N007 G81 M08 R+026000 Z+32650
N008 M09 X+006062
N009 G81 M08 R+026000 Z+32650
N010 T102 S10 F09 X+000000 Y+000000
N011 M09 L02 X+00000 Y+007000
N012 G81 M08 R+026000 Z+032550
N013 M09 Y-007000
N014 G81 M08 R+026000 Z+032550
N015 T03 S10 F13 X+00000 Y+00000
N016 M08 L03 X+007000 Y+00000
N017 G81 M08 R+026000 Z+029000
N018 M09 Y+060621 X-0035000
N019 G81 M08 R+026000 Z+029000
N020 M09 Y-060621 X-003500
N021 G81 M09 R+026000 Z+029000
N022 M09
N023 M02
Программа для фрезерного станка с ЧПУ Приложение 2
%
N001 G17
N002 M43
N003 S75 T01
N004 G01 Z-015500 F0712 M03 L401
N005 X-002800 F0614 M08 L802
N006 Y-004832
N007 G03 i+000010 X+000010 Y-000010 L802
N008 j+000010 X+000005 Y+000002 L802
N009 G01 X+008370 Y+004832
N010 G03 i+000006 j+000008 X+000004 Y+000008 L802
N011 i+000010 X-000004 Y+000008 L802
N012 G01 X-008370 Y+4832
N013 G03 i+000005 j+000008 X-000005 Y+000002 L802
N014 j+00010 X-000010 Y-000010 L802
N015 G01 Y-004832
N016 G50 X+002800 F0660 M09 L802
N017 G04 L000
N018 G01 Z+015500 F0712 M05
N019 G40 L401
N020 S76 T02
N021 G01 Z-017500 F0712 M03 L403
N022 X+005790 F0630 M08
N023 X+001260 F0580 L804
N024 G03 i+000050 X-000025 Y+000043 L804
N025 G01 X-010500 Y+006062
N026 G03 i+000025 j+000043 X-000025 Y+000007 L804
N027 j000050 X-000050 Y-000050 L804
N028 G01 Y-012124
N029 G03 i+000050 X+000050 Y-000050 L804
N030 j+000050 X+000025 Y+000007 L804
N031 G01 X+010500 Y+006062
N032 G03 i+000025 j+000043 X+000025 Y+000043 L804
N033 G01
N034 G50 X-007050 F0630 M09 L804
N035 G04 L000 F0660
N036 G01 Z+017500 F0712 M05 N036 G40 L403
