

 Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
|
|
X | Y | Z |
|
l |
+ | ||
| a | + | + |
Для третьей СТОК-группы:
В этой группе обрабатываются группа цилиндрических поверхностей (поверхности 15к). заготовку при этом нужно лишить шести степеней свободы. В таблице 15 указано, каких степеней свободы нужно лишить заготовку при обработке второй СТОК-группы.
Таблица 15
Требуемая ориентация для первой СТОК-группы
|
|
X | Y | Z |
|
l |
+ | + | + |
| a | + | + | + |
Для второй и четвертой СТОК-группы
Эти группы аналогичны первой и третьей группам. В таблице 16 указано, каких степеней свободы нужно лишить заготовку при обработке второй СТОК-группы.
Таблица 16
Требуемая ориентация для второй СТОК-группы
|
|
X | Y | Z |
|
l |
+ | ||
| a | + | + |
Таблица 17
Требуемая ориентация для четвертой СТОК-группы
|
|
X | Y | Z |
|
l |
+ | + | + |
| a | + | + | + |
Для пятой СТОК-группы
В этой СТОК-группе обрабатываются цилиндрические поверхности. В таблице 18 указано, каких степеней свободы нужно лишить заготовку при обработке пятой СТОК-группы.
Таблица 18
Количество лишаемых степеней свободы для пятой СТОК-группы
|
|
X | Y | Z |
|
l |
+ | + | + |
| a | + | + | + |
Для шестой СТОК-группы
Эта группа аналогична пятой группе. Так же обрабатываются цилиндрические поверхности. которые требуют лишения шести степеней свободы. В таблице 19 указано, каких степеней свободы нужно лишить заготовку при обработке шестой СТОК-группы.
Таблица 19
Требуемая ориентация для шестой СТОК-группы
|
|
X | Y | Z |
|
l |
+ | + | + |
| a | + | + | + |
При анализе таблиц 14 – 19 видно, что почти все СТОК-группы требуют лишения шести степеней свободы детали. Поэтому необходимо такое приспособление, которое лишало бы деталь всех шести степеней свободы. При применении такого установочно-зажимного приспособления достигается максимальная концентрация операций. И многие СТОК-группы можно обработать не только в одну операцию, но и в один установ с несколькими позициями. Анализ структуры операций приведен ниже.
Проанализируем возможные варианты структур операций, исходя из составов СТОК-групп и таблиц 14 – 19.
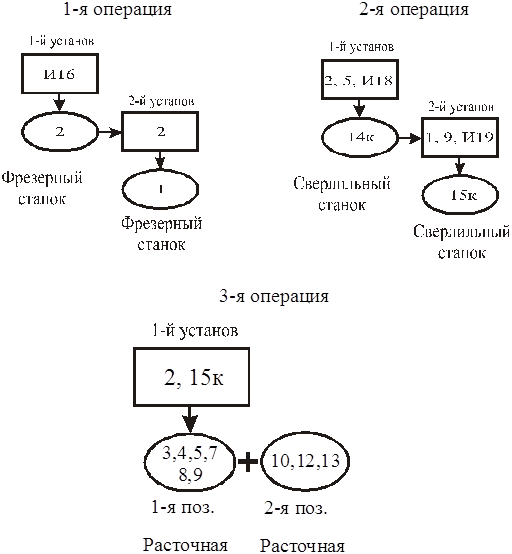
На первой стадии применяется установочное базирование на плоскость 16 для подготовки чистых технологических баз (обрабатывается поверхность 2). Операцию производится в 1 установ. Затем обрабатывается поверхность 1. Эту обработку можно произвести в 2 операции, в 1 операцию и в 2 установа или в 1 операцию, 1 установ и 2 позиции. При партии запуска 20 изделий в месяц производить обработку в 2 операции нецелесообразно. Применять операцию с двумя позициями также не выгодно, т.к. для этого потребуется специальный кантователь, который будет переворачивать заготовку на 180°. Поэтому проще обработку вести в 1 операцию и 2 установа.
СТОК-группы 5 и 6 обрабатываются с различных (взаимно перпендикулярных) направлений. Таким образом, обработку можно производить в 2 операции, или в 1 операцию и 2 установа, или в 1 операцию, 1 установ и 2 позиции. При партии запуска 20 изделий в месяц производить обработку в 2 операции нецелесообразно.
Обрабатывать в 1 операцию и 2 установа не желательно, т.к. при этом пришлось бы использовать 2 разных установочно-зажимных приспособления. А учитывая сложность конфигурации детали это достаточно трудно.
Учитывая, что направления –Y и –Z перпендикулярны, и наличие поворотного стола на станке можно заключить, что обработку второй и третьей СТОК-групп можно производить в 1 операцию, 1 установ и 2 позиции. При обработке третьей СТОК-группы достаточно будет только повернуть стол для доступа к направлению –Z. При этом используется то же приспособление, что и для обработки второй СТОК-группы и требование лишения минимально необходимого числа степеней свободы удовлетворяется.
При проектировании последовательности обработки оцениваются исходные базы (поверхности, используемые для базирования на данной операции) и поверхности, доступные для обработки. После операции оценивается новый комплект баз и поверхности доступные для обработки. Также необходимо учитывать базирующие свойства тех или иных поверхностей, т.е. количество базирующих точек необходимые при обработке данной поверхности и то количество базирующих точек, которое может дать данная поверхность. Исходя из этого, получаются варианты последовательности обработки, из которых нужно выбрать наиболее приемлемый.
Варианты последовательности обработки приведены на схемах на последующих страницах.
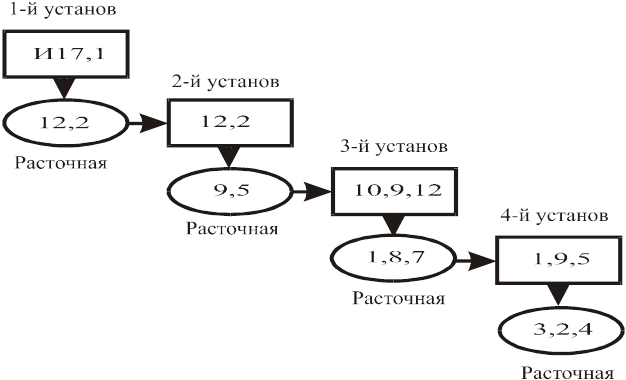
Первый вариант
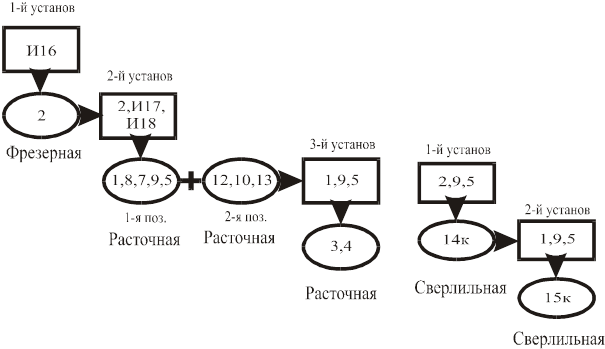
Второй вариант
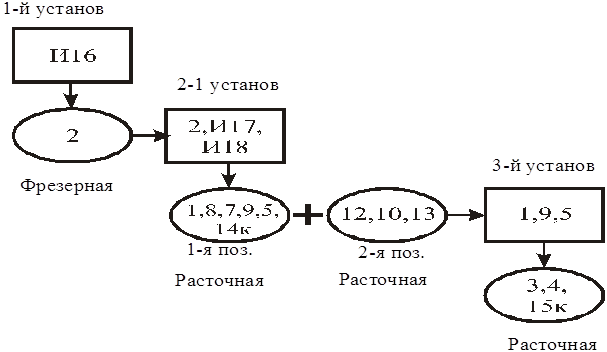
Третий вариант
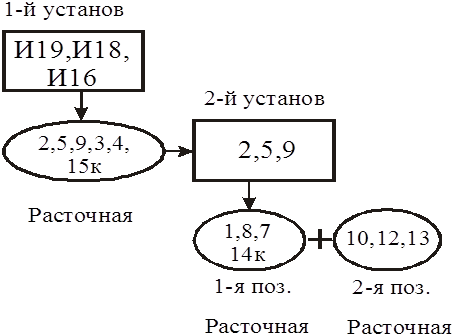
Четвертый вариант
Пятый вариант
При проектировании последовательности обработки детали необходимо придерживаться следующих рекомендаций, которые даны в технической литературе:
- За черновые базы при обработке детали целесообразно принять исходные базы, которые были выявлены при размерном анализе детали по каждому из координатных направлений.
- Базирование на черновые базы применяется один раз, т.к. при установке на них повторно возникнут погрешности взаимного расположения поверхностей.
- Сначала обрабатываются те поверхности, которые, во-первых, доступны для обработки и, во-вторых, могут быть использованы как базы при дальнейшей обработке детали.
- При обработке детали должен быть максимально использован принцип концентрации операций, т.е. в один установ должно быть обработано как можно большее число поверхностей. При этом должно учитываться необходимое количество лишенных степеней свободы детали.
При проектировании последовательности обработки должна быть проанализирована структура операций.
Ниже приведены анализ структуры операций, варианты последовательности обработки и схемы установки.
При анализе первого варианта видно, что при использовании в качестве черновой базы поверхности 17 и 1 возможно обработать только поверхности 2 и 12. Но их для дальнейшей обработки использовать невозможно и необходимо применять цилиндрическую саморазжимную оправку. Поэтому этот вариант исключается.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
