

 Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
Tdз – Тdд = 2z0min – 2z0max (2)
где Tdз – допуск на заготовку;
Тdд – допуск на готовую деталь;
2z0min – общий минимальный припуск;
2z0max - общий максимальный припуск.
Проверка расчета:
2500-62=4910-2472=2438 мкм.
Схема припусков изображена на рисунке 6.
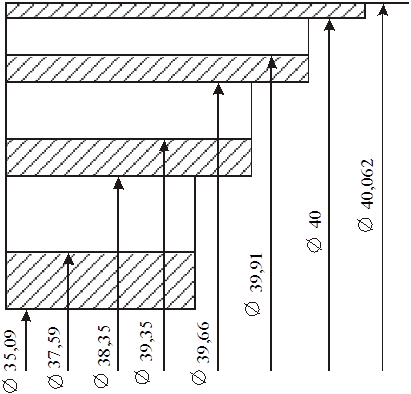 |
Рис. 6 Схема припусков для поверхности 9
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 38,35+1
2. Получистовое точение: растачивать в размер 39,66+0,25
3. Чистовое точение: растачивать в размер 40+0,062
Расчет припусков для поверхности 5.
Поверхность 5: отверстие Æ 32 Н9 (32 +0,062)
Минимальный припуск определяется по формуле (1).
Результаты расчетов заносятся в карту расчета припусков на обработку (таблица 12).
Таблица 12
Карта расчета припусков
| Маршрут | Элементы припуска | Расчетный припуск | Мин. Размер | Допуск на изготовление | Размеры по переходам | Полученные предельные припуски | |||||
| Rz | h | | | d max | d min | 2z max | 2z min | ||||
| Отливка | 200 | 200 | 200 | 0 | 0 | 30,840 | 2,50 | 29,59 | 27,09 | 0 | 0 |
| Черновое | 160 | 100 | 120 | 0 | 760 | 31,600 | 1,00 | 31,35 | 30,35 | 1760 | 3260 |
| Получистовое | 80 | 50 | 25 | 0 | 310 | 31,910 | 0,25 | 31,91 | 31,66 | 560 | 1310 |
| Чистовое | 20 | 25 | 0 | 0 | 90 | 32,000 | 0,062 | 32,062 | 32,000 | 152 | 340 |
Проверка расчета осуществляется по формуле (2).
Проверка расчета:
2500-62=4910-2472=2438 мкм.
Схема припусков изображена на рисунке 7.
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 30,35+1
2. Получистовое точение: растачивать в размер 31,66+0,25
3. Чистовое точение: растачивать в размер 32+0,062
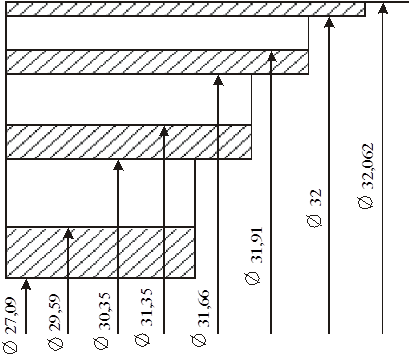
Рис. 7 Схема припусков для поверхности 5
Расчет припусков для поверхности 12.
Поверхность 12: отверстие Æ 25 Н9 (25 +0,052)
Минимальный припуск определяется по формуле (1).
Результаты расчетов заносятся в карту расчета припусков на обработку (таблица 13).
Таблица 13
Карта расчета припусков
| Маршрут | Элементы припуска | Расчетный припуск | Мин. Размер | Допуск на изготовление | Размеры по переходам | Полученные предельные припуски | |||||
| Rz | h | | | d max | d min | 2z max | 2z min | ||||
| Отливка | 200 | 200 | 150 | 0 | 0 | 38,840 | 2,10 | 22,90 | 20,80 | 0,000 | 0,000 |
| Черновое | 160 | 100 | 80 | 0 | 680 | 39,600 | 0,84 | 24,42 | 23,58 | 1,520 | 2,780 |
| Получистовое | 80 | 50 | 10 | 0 | 280 | 39,910 | 0,21 | 24,91 | 24,70 | 0,490 | 1,120 |
| Чистовое | 20 | 25 | 0 | 0 | 90 | 25,000 | 0,052 | 25,052 | 25,000 | 0,142 | 0,300 |
Проверка расчета осуществляется по формуле (2).
Проверка расчета:
2100-52=4200-2152=2048 мкм.
Схема припусков изображена на рисунке 8
Рис. 8 Схема припусков для поверхности 12
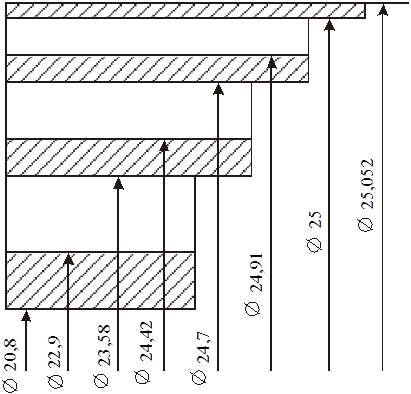
Исходя из расчетов и приведенной схемы припусков, можно составить план обработки для данной поверхности:
1. Черновое точение: растачивать в размер 23,58+0,81
2. Получистовое точение: растачивать в размер 24,7+0,21
3. Чистовое точение: растачивать в размер 25+0,052
Параметры шероховатости и формы поверхностей определяются режимами резания.
2.4. Проектирование последовательности обработки и операций
Для каждой СТОК-группы необходимо определить требуемую ориентацию при установке на станок.
Ниже в табличном виде будет представлено количество лишаемых степеней свободы для каждой СТОК-группы.
Для первой СТОК-группы:
В этой группе обрабатывается плоскость 2, которая требует лишения трех степеней свободы. В таблице 14 указано, каких степеней свободы нужно лишить заготовку при обработке первой СТОК-группы.
Таблица 14
Требуемая ориентация для первой СТОК-группы
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
