

 Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
Реферат: Проектирование технологии процесса мехобработки корпуса (WinWord, AutoCAD 14)
4. Не допустить несоосности поверхностей 19 и 9.
При проектировании процесса обработки необходимо провести анализ размерных связей между обрабатываемыми и необрабатываемыми поверхностями. При анализе оцениваются и фиксируются на схеме (графах размерных связей, графическая часть, лист 2) следующие виды связей:
- Связи между обрабатываемыми поверхностями (или между осями или плоскостями симметрии поверхностей)
- Связи между обрабатываемыми и необрабатываемыми поверхностями или их элементами.
Необрабатываемые поверхности, связанные с обрабатываемыми, при проектировании технологии обработки используются в качестве исходных баз.
При анализе схем размерных связей оценивается связность системы размерных связей и однозначность связей между обрабатываемыми и необрабатываемыми поверхностями.
На рисунках 1, 2 и 3 представлены графы размерных связей соответственно в направлении X, Y и Z.
Рис. 1 Граф размерных связей в направлении Х
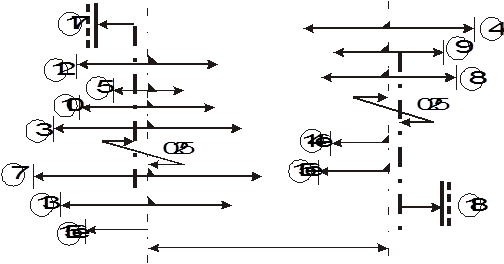
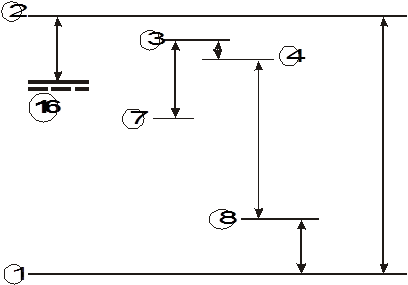
Рис. 2 Граф размерных связей в направлении Y
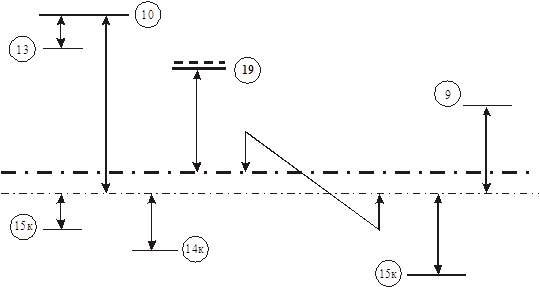
Рис. 3 Граф размерных связей в направлении Z
При анализе размерных связей в направлении Х видно, что за исходную базирующую поверхность целесообразно принять поверхность 17 или 18.
Анализ размерных связей в направлении Y показывает, что за исходную базирующую поверхность целесообразно принять поверхность 16. Но обрабатывать поверхности в указанной последовательности 16 ® 2 ® 1 ® 8 ® 4 ® 3 ® 7 не удобно, т.к. возникнут сложности при базировании на поверхности 8 и 3 из-за их малых размеров. Возможна потеря базирующих точек при базировании на эти поверхности. Поэтому удобнее изменить размерные связи таким образом, чтобы обработка велась от поверхностей 1 и 2, наиболее удобных для базирования. Измененный граф размерных связей в направлении Y представлен на рисунке 4. Перерасчет размерных цепей производится по методу полной взаимозаменяемости.
Анализ размерных связей в направлении Z показывает, что за исходную базирующую поверхность целесообразно принять поверхность 19. Но, так же как и в направлении Y есть неудобства при обработке поверхностей в последовательности ® 10 ® 13, т.к. возникнут сложности при базировании на поверхность 10, из-за ее малых размеров (произойдет потеря базирующих точек). Целесообразно изменить размерные связи таким образом, чтобы обработка велась от оси «чистой» поверхности 9. Измененный граф размерных связей в направлении Z представлен на рисунке 5. Перерасчет размерных цепей производится по методу полной взаимозаменяемости.
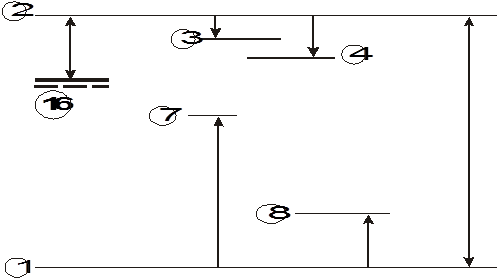
Рис. 4 Измененный граф размерных связей в направлении Y.
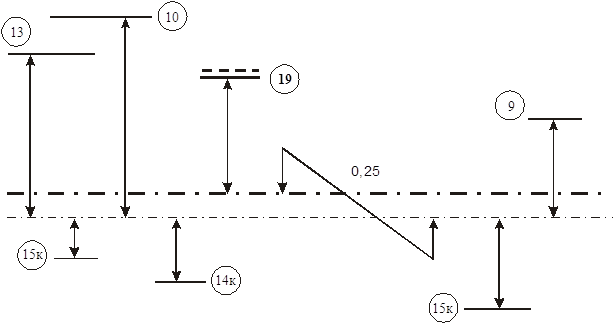
Рис. 5 Измененный граф размерных связей в направлении Z.
В процессе механической обработки деталь может подвергаться различным внестаночным операциям. Например: термообработка поверхностей, слесарные операции (снятие заусенцев, предварительная сборка и разборка и т.п.), межоперационный контроль детали, снятие внутренних напряжений (открепление заготовки) и т.п. Но не всегда эти операции являются внестаночными, т.к. контроль и слесарные некоторые операции могут быть частью каких либо операций.
Исходя из вышесказанного и учитывая, что деталь не подвергается термообработке или снятию внутренних напряжений, можно заключить, что нет необходимости деления процесса обработки на стадии. Весь процесс механической обработки происходит в 1 стадию.
Для упрощения последующего проектирования обрабатываемые поверхности детали рекомендуется объединить в группы сходные по конструкторским и технологическим признакам (для формирования идентичных планов обработки). Результаты формирования групп и характеристики поверхности детали содержатся в таблице 2. Исходя из функционального назначения поверхностей детали, особенностей их конфигурации и требований чертежа некоторые поверхности объединены в комплексы (крепежные отверстия 14к и 15к). Также следует выделить поверхности, которые рекомендуется обрабатывать совместно, т.к. эти поверхности связаны требованиями взаимного расположения поверхностей (поверхности 1, 5, 9).
Следует заметить, что ни одна из поверхностей не подвергается термообработке в процессе механической обработки детали.
Таблица 2
Характеристика поверхностей и объединение их в группы
Плоские поверхности
| № группы | № пов. | Положение на детали | Размер поверхности | Шерох. | Точн. разм. | Точн. полож. |
| 1 | 1,2 | Открыта для обработки «на проход» | «Большой» | Ra 12.5 | IT 14 |
11 степень |
| 2 | 10 | Открыта для обработки «на проход» | «Средний» | Ra 25 | IT 14 |
11 степень |
| 3 | 8,4 | Закрыта для обработки «на проход» | «Средний» | Ra 25 | IT 11 |
11 степень |
| 4 | 3,7,13 | Закрыта для обработки «на проход» | «Средний» | Ra 25 | IT 14 |
11 степень |
Отверстия цилиндрические
Все обрабатываемые цилиндрические поверхности имеют отношение длины к диаметру меньше 5.
| № группы | № пов. | Положение на детали | Диаметр поверхности | Шерох. | Точн. разм. | Точн. полож. |
| 5 | 5,9,12 | Открыта для обработки «на проход» | «Средний» | Ra 12.5 | Н 9 |
9 степень |
Крепежные отверстия
| № группы | № пов. | Положение на детали | Диаметр поверхности | Шерох. | Точн. разм. | Точн. полож. |
| 6 | 14,15 | Закрыта для обработки «на проход» | М 6 | Ra 6,3 | 7 Н |
10 степень |
Доступность поверхностей для обработки с различных координатных направлений и распределение поверхностей по сторонам обработки представлены соответственно в таблицах 3 и 4.
Таблица 3
Доступность поверхностей для обработки с разных координатных направлений
| 1 | 2 | 3 | 4 | 5 | 7 | 8 | 9 | 10 | 12 | 13 | 14к | 15к | |
| +X | |||||||||||||
| -X | |||||||||||||
| +Y |
+ |
+ |
+ |
+ |
+ * |
+ * |
+ |
+ |
|||||
| -Y |
+ |
+ * |
+ * |
+ |
+ |
+ |
+ |
+ |
|||||
| +Z |
+ |
+ |
|||||||||||
| -Z |
+ |
+ |
+ |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
