

 Реферат: Анализ методов оценки сцепления пригара на стальном литье
Реферат: Анализ методов оценки сцепления пригара на стальном литье
Прибор неприменим на крупном стальном со сплошной коркой пригара, не поддающейся удалению металлической щеткой. Но на мелком и среднем чугунном и стальном литье, особенно в условиях массового производства с преобладанием механического и слабоспекшегося пригара, он может найти применение.
Путем экспериментов сопоставлению величин Те и Ауд. со временем очистки отливок производственными способами получены корреляционные соотношения, позволяющие рассчитывать относительную величину трудозатрат, необходимую для удаления исследуемого пригара в производственных условиях .
Различают три вида пригара: термический, механический и химический. Принятое разделение условно; оно облегчает описание явления, а при изучении конкретных случаев пригара позволяет оценить, какой вид пригара является преобладающим, чтобы принять меры по устранению дефекта. В действительности же условно выделенные виды пригара появляются большей частью совместно, так как процессы, их вызывающие, взаимосвязаны.
3.3.Прибор для количественной оценки пригара кафедры МиТЛП ВолгГТУ.
Количественная оценка пригара на отливках необходима для оценки противопригарного действия различных добавок в формовочную и стержневую смесь и для оценки эффективности противопригарных красок.
За единицу измерения пригара целесообразно принять работу, затраченную на очистку 1 м² поверхности отливки.
На кафедре '' Машины и технологии литейного производства'' ВолгГТУ был разработан и испытан прибор , для получения прочности на истирание быстросохнущих красок .
Прибор состоит из воронки 1 в которую насыпают стальную дробь диаметром1,5 –2 мм, стеклянной трубки 2 ,направляющей струю дроби на исследуемую отливку 3 и ящика 4 ,необходимого для сбора дроби.
Поверхность отливки с пригаром устанавливается под углом 45° к оси трубки.
Дробь сыплется на поверхность отливки с пригаром до тех пор, пока не будет удалена пригарная корка.
Работа по удалению пригара рассчитывается по следующей формуле:
где m- масса израсходованной дроби, кг;
g- ускорение свободного падения, м/с²;
h- высота падения дроби;
а – площадь поверхности отливки очищенной от пригара, м²
С помощью данного прибора оценивается работа по удалению пригара на стальных отливках с толщиной стенок 15мм, полученных с помощью стержней, окрашенных краской на основе пасты ЦБИ.
Работа по удалению пригара с поверхности окрашенных стержней составила 44 кДж/м², на поверхностях полученных на неокрашенных стержнях 67 кДж/м².
3.4. Метод количественной оценки пригара предложенный Челябин ским Политехническим Институтом
Работая над улучшением чистоты поверхности отливок из углеродистой стали, заметили, что между коркой пригара и металлом имеется больший или меньший зазор. Сначала его образование объяснили усадкой, но такой же зазор был и с внутренней стороны, где стержни или части формы остывающей отливкой сжимались. Установили, что прочность связи корки пригара с поверхностью отливки определяется относительной площадью зазора, т. е. вычисленной по отношению к общей площади соприкосновения формы с отливкой.
 Условия образования
зазора исследовали специально. В образец 2 исследуемой смеси диаметром 2 и
длиной 4 мм заформовывали стержень 1
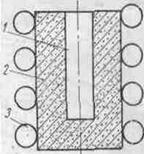
диаметром 0, 62 мм и длиной 3 мм из углеродистой стали (рис. 1). Его помещали в
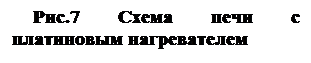
герметичную печь 5 (рис.7) с платиновым нагревателем, высокотемпературным
микроскопом 7 МВТ, микрофотонасадкой 8 МФ-2 и системой регулирования и контроля
температуры, опытных образцов 4 (рис.7: 1 — стабилизатор напряжения СТ-200;2 —
ЛАТР-2; 3 — УТН-1: 6 — вольтметр: 9 — опак-иллюминатор). До заданной
температуры до 1400°С в различной атмосфере печи образцы нагревались платиновой
спиралью 3(см. рис.6) через 3 сек после включения тока. Исследовали образцы
песчано-глинистых, песчано-масляных, жидкостекольных смесей и смесей
огнеупорных материалов — циркона, корунда, глинозема, магнезита и др. Параллельно
исследовали пригар на плитах 185Х110Х35 мм и втулках с наружным 190 и
внутренним диаметром 120 мм, высотой 140 мм, а также на стальных
производственных отливках.
Условия образования
зазора исследовали специально. В образец 2 исследуемой смеси диаметром 2 и
длиной 4 мм заформовывали стержень 1
диаметром 0, 62 мм и длиной 3 мм из углеродистой стали (рис. 1). Его помещали в
герметичную печь 5 (рис.7) с платиновым нагревателем, высокотемпературным
микроскопом 7 МВТ, микрофотонасадкой 8 МФ-2 и системой регулирования и контроля
температуры, опытных образцов 4 (рис.7: 1 — стабилизатор напряжения СТ-200;2 —
ЛАТР-2; 3 — УТН-1: 6 — вольтметр: 9 — опак-иллюминатор). До заданной
температуры до 1400°С в различной атмосфере печи образцы нагревались платиновой
спиралью 3(см. рис.6) через 3 сек после включения тока. Исследовали образцы
песчано-глинистых, песчано-масляных, жидкостекольных смесей и смесей
огнеупорных материалов — циркона, корунда, глинозема, магнезита и др. Параллельно
исследовали пригар на плитах 185Х110Х35 мм и втулках с наружным 190 и
внутренним диаметром 120 мм, высотой 140 мм, а также на стальных
производственных отливках.
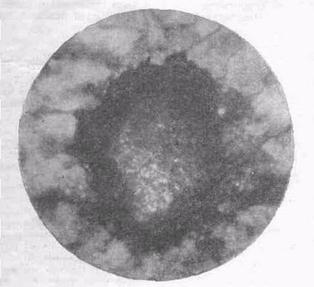
При нагреве до 1400°С в воздухе или техническом азоте металлические стержни сразу же покрывались пленкой жидких окислов металла, которые, взаимодействуя со смесью, образовывали окисный расплав, проникавший в поры смеси па различную глубину и с различной скоростью. В зависимости от степени поглощения расплава между отливкой и формой и образовывался зазор величины, различной по площади сечения (рис8: белые пятна — зерна кварца; серое — стальной стержень, темное — зазор).
 Установлено, что в
жидкостекольных смесях зазор появляется через 30—50 сек, на песчано-глинистых
— через 1, 2—2 мин, а на песчано-масляных — через 2, 5 мин после начала
высокотемпературной выдержки, что объясняется различием в количестве и вязкости
образующихся силикатных расплавов. По тем же причинам зазор между стальным
образцом и цирконовой, с 5% бентонита, формой появлялся лишь через 5 мин, а в корундовой
и магнезитовой не образовался и через 10 мин. Атмосфера в печи заметно влияла
на величину и скорость образования зазора: в пропан-бутане смесь с металлом
стержня не взаимодействовала и зазор не появлялся даже через 10 мин., а в
техническом азоте и воздухе скорость его образования резко возрастала.
Установлено, что в
жидкостекольных смесях зазор появляется через 30—50 сек, на песчано-глинистых
— через 1, 2—2 мин, а на песчано-масляных — через 2, 5 мин после начала
высокотемпературной выдержки, что объясняется различием в количестве и вязкости
образующихся силикатных расплавов. По тем же причинам зазор между стальным
образцом и цирконовой, с 5% бентонита, формой появлялся лишь через 5 мин, а в корундовой
и магнезитовой не образовался и через 10 мин. Атмосфера в печи заметно влияла
на величину и скорость образования зазора: в пропан-бутане смесь с металлом
стержня не взаимодействовала и зазор не появлялся даже через 10 мин., а в
техническом азоте и воздухе скорость его образования резко возрастала.
Степень окисления оценивали по остаточному диаметру металлического стержня. На рис. 4 представлен график его уменьшения в смеси 90% кварцевого песка К016 и 10% жидкого стекла с выдержкой при 1400°С на воздухе 1 и в техническом азоте 2. Изменение угла наклона кривых при 5 сек объясняется уменьшением скорости окисления в результате появления силикатного расплава, затрудняющего доступ кислорода к металлу.
В этих же атмосферах определили скорости миграции силикатных расплавов из контактной зоны в норы смеси на воздухе 1 и в азоте 2. Повышенная скорость миграции в первые 10 сек связана с механическим внедрением в смесь жидких окислов железа из-за увеличения объема стального образца при окислении. Отмеченные данные подтвердили анализ шлифов граничных слоев плит,

 втулок и производственных
отливок. Если сталь в поры формы не проникала, то корка пригара соединялась с
отливкой застывшим железисто-силикатным расплавом как мостиками. Корка пригара
на глубину до 15 мм пропитана темными силикатами с повышенным содержанием
окислов железа. Ее поверхность со стороны отливки, где был зазор, глянцевая, а
в местах контакта с отливкой — матовая или цвета излома железистого силиката.
Средняя относительная площадь контакта корки пригара с отливкой (суммарное
сечение мостиков, отнесенное к общей площади корки) для легкоотделимого пригара
жидкостекольных смесей по результатам замеров с микрометрической сеткой на 100
пригарных корках составляла 1—15%. При тех же условиях замеров для
трудноотделимого пригара она составляла более 40%. При этом зазор по сечению
был примерно в 2 раза меньше, чем в граничном слое корки легкоотделимого пригара.
втулок и производственных
отливок. Если сталь в поры формы не проникала, то корка пригара соединялась с
отливкой застывшим железисто-силикатным расплавом как мостиками. Корка пригара
на глубину до 15 мм пропитана темными силикатами с повышенным содержанием
окислов железа. Ее поверхность со стороны отливки, где был зазор, глянцевая, а
в местах контакта с отливкой — матовая или цвета излома железистого силиката.
Средняя относительная площадь контакта корки пригара с отливкой (суммарное
сечение мостиков, отнесенное к общей площади корки) для легкоотделимого пригара
жидкостекольных смесей по результатам замеров с микрометрической сеткой на 100
пригарных корках составляла 1—15%. При тех же условиях замеров для
трудноотделимого пригара она составляла более 40%. При этом зазор по сечению
был примерно в 2 раза меньше, чем в граничном слое корки легкоотделимого пригара.
Таким образом, указанные величины, при прочих равных условиях, могут количественно характеризовать прочность связи пригара с отливкой. Установлено, что отделение корок пригара с одинаковой контактной площадью, но различных по составу исходной смеси или полученных при разных скоростях охлаждения отливок требует разных усилий: корки пригара, удерживаемые мостиками из закристаллизованного вещества, отделяются легче, чем связанные с
отливкой стекловидным веществом.
Механизм образования химического пригара представляется следующим образом.
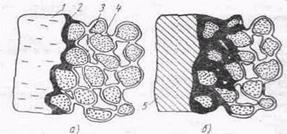 |
После заливки формы поверхность отливки 1 покрывается слоем 2 окислов и силикатов железа (рис. 6, а: 3 — зерна кварца, 4 — пленка крепителя). Скорость окисления стали в первый момент после затвердевания отливки 5 (рис.10, б) при наличии в порах формы большого количества свободного кислорода велика (рис.10) [14], образующийся окисный расплав накапливается в граничной поверхности, увеличивая относительную площадь контакта отливки и формы. Часть расплава проникает в глубь формы между зернами песка, образуя и связывая корку пригара с отливкой (см. рис.10, б). В дальнейшем окисление поверхности отливки резко замедляется вследствие уменьшения окислительной способности газов в форме и снижения температуры металла, скорость образования нового окисного расплава на граничной поверхности становится меньше скорости его миграции в глубь формовочной смеси, и между отливкой и формой или стержнем возникает зазор (см. рис.10, б). При этом относительная площадь контакта металла с формой уменьшается. Ширина зазора слагается из толщины окисленного слоя металла и величины растворенного окислами по-
