

 Реферат: Анализ методов оценки сцепления пригара на стальном литье
Реферат: Анализ методов оценки сцепления пригара на стальном литье
И. Б. Куманин считает, что прочность связи пригарного вещества с отливкой (в случае химического вида пригара) зависит от условий затвердевания жидкости, цементирующей пригар.
Сущность этих представлений сводится к следующему. Прочность связи между металлом и коркой пригара резко уменьшается, если содержащаяся в пригаре жидкость затвердевает в аморфном (стекловидном) состоянии. Стеклообразный характер пригарной массы обеспечивает уменьшение связи этой массы с отливкой. Под «шубой» скалывающегося стекловидного пригара обычно обнаруживается чистая и ровная поверхность отливки. Практическое получение стекловидного пригара облегчается сходством между составом химического пригара и составом металлургических шлаков. Известно, что получение аморфных шла
 |
ков можно достигнуть, увеличивая скорость их охлаждения или изменяя их состав.
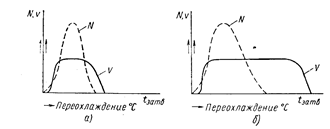
Рис.2. Количество центров кристаллизации N и линейная скорость роста кристаллов о в зависимости от степени переохлаждения сплава с малым (а) и большим (б) интервалами кристаллизации.
Жидкие силикатные массы требуют сравнительно незначительного переохлаждения ниже температуры солидуса для того, чтобы возникновение и рост кристаллов в этих жидкостях прекратились и чтобы вся жидкость при последующем охлаждении затвердела в стеклообразном состоянии.
Наиболее легко стеклообразные массы образуют силикатные сплавы с малым интервалом кристаллизации. Это объясняется тем, что в системах с большим интервалом кристаллизации первоначально выделяющееся твердое вещество имеет возможность свободно развиваться в виде кристалла, получая необходимый для роста материал из оставшейся еще подвижной и не слишком вязкой жидкости.
Наоборот, силикатные массы эвтектического состава или силикаты с малым интервалом кристаллизации становятся вязкими за более короткий отрезок времени, и поэтому рост кристаллов в этих системах бывает затруднен.
Конкретные значения критических скоростей охлаждения сложных силикатов очень мало изучены. Принципиальная сторона вопроса иллюстрируется предложенными И. Б. Куманиным схемами (рис.2). Он указывает, что для жидкости с малым интервалом кристаллизации уменьшение скорости роста кристаллов (сплошные линии) наступает при меньшей степени переохлаждения или, что то же самое, при более медленном ее остывании. Пунктирные линии, соответствующие числу возникающих в жидкости центров кристаллизации, имеют аналогичный характер. Из сопоставления схем составов с малым и большим интервалами кристаллизации вытекает, что при поздней выбивке отливок и при охлаждении их вместе с формой важно иметь пригарную корку, сцементированную жидкостью отличающейся малым интервалом кристаллизации. Такая жидкость, даже при сравнительно медленном остывании отливки (а, следовательно, и при медленном остывании пригара), образует стекловидную пригарную массу, легко отделимую от металла.
Интервал кристаллизации пригарной массы, образующейся на поверхности соприкосновения металла и формы, уменьшается по мере сокращения содержания кремнезема в этой массе и по мере насыщения ее основными окислами. Одновременно падает температура затвердевания пригарной жидкости, и, следовательно, количество этой жидкости и толщина пригарного слоя возрастают. Таким образом, получение чистых отливок с легкоотделяющимся стекловидным пригаром сопровождается не уменьшением, а увеличением массивности пригарных корок, при этом особенностью корок является их высокая хрупкость и отсутствие прочной связи с отливкой.
В наибольшей степени интервал кристаллизации пригарной жидкости (и понижение температуры ее затвердевания) сокращается при добавлении в смеси краски или окислов щелочных и щелочноземельных металлов.
Известно, что при использовании смесей с жидким стеклом получаются чистые стальные отливки, покрытые сверху слоем легкоотделимого пригара.
Для затвердевания пригарной жидкости в стеклообразном состоянии требуется некоторое ее переохлаждение ниже температуры солидуса. Иными словами, пригарная жидкость любого состава получит аморфное строение только в том случае, если скорость ее охлаждения превысит некоторую минимальную критическую скорость, характерную для жидкости данного состава.
Поэтому наряду с введением в смеси специальных добавок (например, жидкого стекла) одним из эффективных способов борьбы с пригаром является применение формовочных смесей с повышенной способностью отводить тепло от отливки. Интенсивность охлаждения отливки зависит от соотношения коэффициентов аккумуляции тепла металла и формы. Коэффициент аккумуляции тепла формовочной массы (Bф=К с y , где К—коэффициент теплопроводности, с — теплоемкость и у — удельный вес) может практически изменяться в широких пределах без увеличения скорости охлаждения отливки, т. е. без возможности образования трещин в металле.
В качестве специальных формовочных материалов могут применяться хромомагнезит, хромистый железняк, магнезит, а также в виде добавки в обычные песчано-глинистые смеси — чугунная стружка и другие вещества с высокой теплопроводностью, теплоемкостью и удельным весом.
Устранению пригара содействует также инертность специальных формовочных материалов по отношению к заливаемому сплаву и его окислам. Значение инертности легко проследить при литье специальных сталей. Например, при производстве отливок из высокомарганцовистой стали замена кварцевого песка в составе формовочной смеси чистым молотым магнезитом устраняет пригар не только вследствие увеличения теплопроводности этой смеси, но и ввиду инертности окиси магния (MgO) по отношению к закиси марганца (МnО) и закиси железа (FeO).
Таким образом, по представлениям И. Б. Куманина, формовочные материалы с повышенным коэффициентом аккумуляции тепла содействуют получению стекловидного пригара благодаря увеличению степени переохлаждения пригарной корки; жидкое стекло приводит к тем же результатам вследствие уменьшения критической величины переохлаждения, необходимой для получения пригара в аморфном состоянии. Специальные формовочные материалы с высоким коэффициентом аккумуляции тепла так же, как и жидкое стекло, могут применяться независимо друг от друга, однако в наиболее ответственных случаях, особенно при производстве крупных стальных отливок, целесообразно совместить оба способа борьбы с пригаром и этим обеспечить получение литья с чистой и гладкой поверхностью.
Следовательно, в зависимости от химического состава пригарной жидкости, температуры нагрева формовочной смеси, длительности контакта металла и формы, скорости охлаждения затвердевшее пригарное вещество может иметь либо кристаллическое, либо аморфное строение.
В первом случае пригар трудно отделим от отливки, во втором случае пригар будет образовываться, но вследствие аморфного (стекловидного) строения его отделение от отливки будет происходить очень легко.
И. Б. Куманин считает, что именно в этом заключается принципиальное отличие условий применений смесей с жидким стеклом для стальных и чугунных отливок.
В стальном литье при использовании смесей с жидким стеклом в подавляющем большинстве случаев образуется аморфная легкоотделимая пригарная корка, под которой обнаруживается чистая поверхность отливок. Поэтому дополнительной окраски стержней и форм при стальном литье, как правило, не требуется. В противоположность этому на чугунных отливках при использовании смесей с жидким стеклом образуется трудноотделимая корка пригара. Поэтому возникает необходимость в окраске стержней и форм
А. А. Горшков и Б. И. Мархасев на основании рентгеновского и петрографического анализов считают, что на поверхности раздела металл — песчано-глинистая форма образуются силикаты железа в кристаллическом (фаялит) и в стекловидном (железистое отекло) состояниях. При этом условия образования пригара и трудность его отделения от поверхности отливок определяются ионными силами электростатического притяжения катионов Fe'1"2 и анионов SiO"4, возникающими при взаимодействии металла и двуокиси кремния, составляющей основу обычного кварцевого песка.
По наблюдениям Б. И. Мархасева введение в формовочные смеси кальцинированной соды приводит к образованию на поверхности стальных отливок пленки окалины и легкому отделению пригарного слоя от поверхности отливок.
По мнению К. И. Ващенко и С. П. Дорошенко, прямой связи между образованием легкоотделимых пригарных корок и количеством стекловидной фазы не наблюдается. Наоборот, стекловидная фаза более склонна к сцеплению с металлом, чем кристаллическая фаза такого же состава. На основе исследований К. И. Ващенко и С. П. Дорошенко пришли к выводу, что причиной легкого отделения пригарной корки от отливки является слой окислов железа, образующихся между отливкой и пригарной коркой [10]
Если толщина слоя окислов составляет примерно 100 мк, пригарная корка легко отделяется. При меньшей толщине отделение пригарной корки затруднено.
Именно этим исследователи [10] объясняют легкое отделение пригарного слоя при изготовлении в формах с жидким стеклом стальных отливок и в аналогичных условиях трудное отделение корки на чугунном литье. Влияние теплоаккумулирующей способности формы на условия образования легкоотделимого пригара они отрицают.
Заметим, что по нашему мнению, в перспективе, введением в смеси с жидким стеклом специальных добавок удастся, не прибегая к окраске стержней и форм, также и на чугунных отливках получить чистую, свободную от пригара поверхность. Некоторые шаги в этом направлении были сделаны в работе И. В. Рыжкова, вводившего в составы смесей с жидким стеклом флюорит, а также исследовавшего смеси, состоящие из полевого шпата, кремнезема, каолина и жидкого стекла. Перейдем к экспериментальному рассмотрению условий образования пригара на стальных и чугунных отливках при использовании смесей с жидким стеклом.
