

 Дипломная работа: Отчет о прохождении преддипломной практики в электросталеплавильном цехе №2 ООО Сталь КМК
Дипломная работа: Отчет о прохождении преддипломной практики в электросталеплавильном цехе №2 ООО Сталь КМК
5.
Охрана труда
Все технологические операции по выплавке стали в дуговых печах и обработке на УПСА проводятся в соответствии с ГОСТ 12.2.002-84, "Правилами безопасности в сталеплавильном производстве", утвержденные МЧМ России и Госгортехнадзором России, а также согласно "Инструкции по охране труда для сталеваров и подручных сталевара при работе на установке продувки стали инертными газами (УПСА) в ЭСПЦ-2" ИОТ 68-26-96 и "Инструкции для разливщиков стали ЭСПЦ-2" БТИ 68-2-91.
При работе на МНЛЗ должны соблюдаться следующие меры безопасности:
- проверка перед запуском машины наличие воды в стенках кристаллизатора и отсутствие её течи во внутреннюю полость;
- порезка заготовок кислородом в аварийных ситуациях производится через смотровые окна в бункере вторичного охлаждения;
- применение просушенных пробниц и инструмента при отборе проб жидкого металла;
- при перевозке промковшей, кристаллизаторов, секций вторичного охлаждения и аварийных ёмкостей применяются только специальные чалочные приспособления.
6. Индивидуальное задание
6.1. Системы сбора и отображения информации
Структуру системы сбора и отображения информации можно представить в виде следующей схемы:
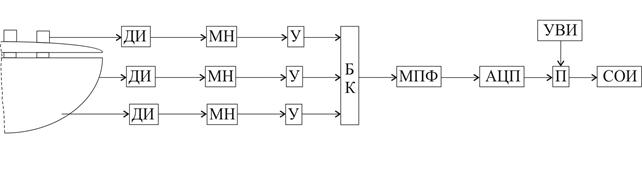
где: ДИ – датчик информации;
МН – модуль нормализации;
У – усилитель;
БК – блок коммутации;
МПФ – модуль противоподменной фильтрации;
АЦП – аналогово-цифровой преобразователь;
П – процессор (контроллер);
УВИ – устройства ввода информации;
СОИ – средства отображения информации.
Контролируемый параметр в виде сигнала измерительной информации поступает с выхда ДИ на вход блока коммутации через модуль нормализации и усилитель, при этом сигнал приводится к стандартному (в случае необходимости производится преобразование токового сигнала в сигнал напряжения или наоборот, усиление уровня сигнала до требуемого уровня).
Модуль противоподменной фильтрации является обязательным элементом при наличии в цепи аналогово-цифрового преобразователя, так как использование АЦП всегда сопровождается эффектом подмены частот (три этом наиболее опасными являются частоты, равные, или кратные, половине частоты дискретизации).
Устройства ввода информации служат для ввода диапазона измерения контролируемых параметров, величин аварийной и предупредительной сигнализации и тд.
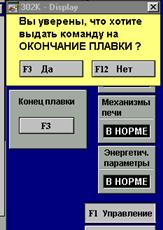
Система отображения информации реализована на двух компьютерах промышленного исполнения фирмы Allen-Bradley. Созданная на базе программного обеспечения RSView32 программа управления печью имеет дружественный графический интерфейс и позволяет осуществлять контроль и регулирование большинства параметров.
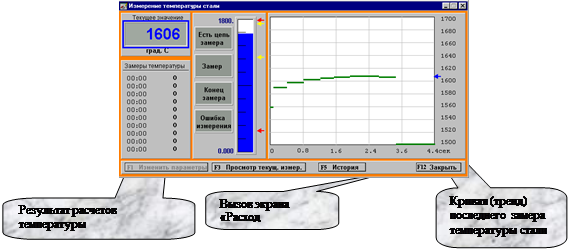
Измерение температуры стали



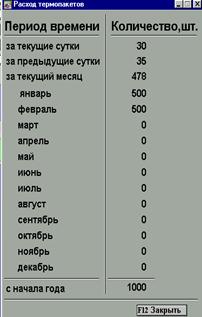 |
Экран « Расход термопакетов»
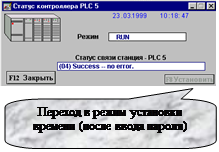
Экран «Статус контроллера PLC 5»
 |
 |
||
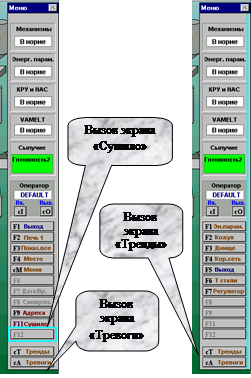
Основное меню
 |
|||||
 |
 |
||||
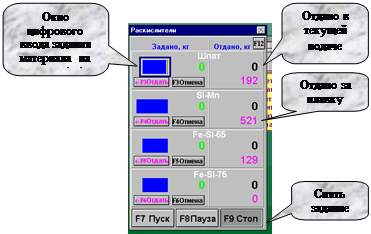
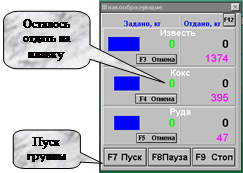
Экран “Раскислители”. Экран “Шлакообразующие”.
 |
|||
 |
|||
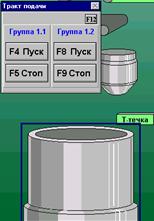 При вызове экрана “раскислители” или
“шлакообразующие” оборудование, входящее в группы (1.1 или 1.2) и соответствующие
дозаторы Д1…Д4 или Д6,Д7 переводится в автоматический режим работы.
При вызове экрана “раскислители” или
“шлакообразующие” оборудование, входящее в группы (1.1 или 1.2) и соответствующие
дозаторы Д1…Д4 или Д6,Д7 переводится в автоматический режим работы.
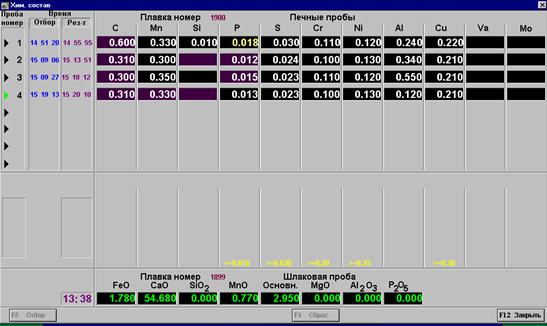
Экран “Хим. состав отобранных проб”.
 |
||||
 |
||||
 |
||||

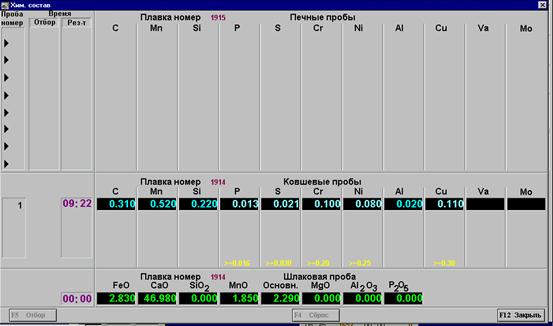 |
При приходе ковшевой пробы значения печных проб обнуляются.
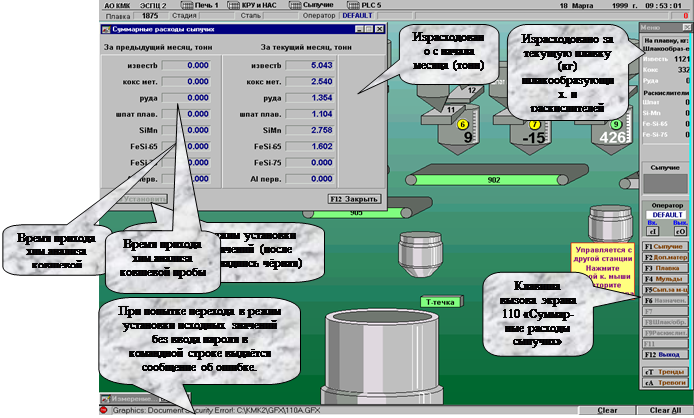
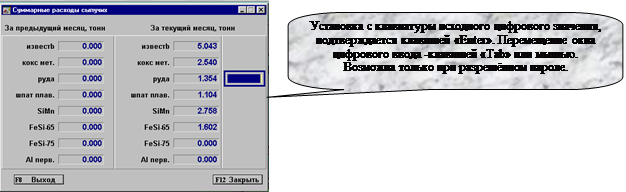
Суммарные расходы сыпучих за текущий и предыдущий месяцы.
![]()

Предотвращение возможности одновременного управления одним объектом с двух и более рабочих станций.
Если работой дозатора управляют с одной рабочей станции, то при попытке вызова панели управления этим дозатором с другой рабочей станции, на первой активизируется дисплей о том, что дозатор управляется с другой.
 |
 |
||||
 |
|||||
Попытка вызова на экран из меню, кнопки F8 – “Шлакообразующие” или F9 – “Раскислители”,
 соответствующих панелей управления, если они уже вызваны на экран
другой рабочей станции ведут к появлению на экране используемой рабочей
станции соответствующих дисплеев:
соответствующих панелей управления, если они уже вызваны на экран
другой рабочей станции ведут к появлению на экране используемой рабочей
станции соответствующих дисплеев:
 В случае принудительного вызова с другой рабочей станции панелей
управления “Шлакообразующие” или “Раскислители”, на экране ранее управляющей рабочей
станции появляются приведенные дисплеи, а панели управления исчезают с экрана.
В случае принудительного вызова с другой рабочей станции панелей
управления “Шлакообразующие” или “Раскислители”, на экране ранее управляющей рабочей
станции появляются приведенные дисплеи, а панели управления исчезают с экрана.
Принудительный вызов (вызов с отменой управления, производимого с другой рабочей станции) выполнять в соответствии с рекомендациями, написанными на дисплеях.
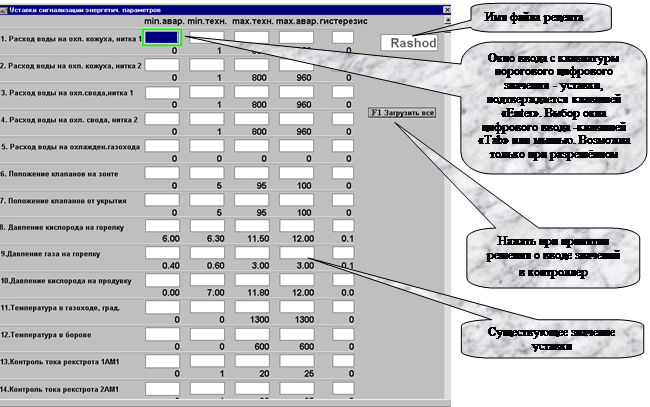
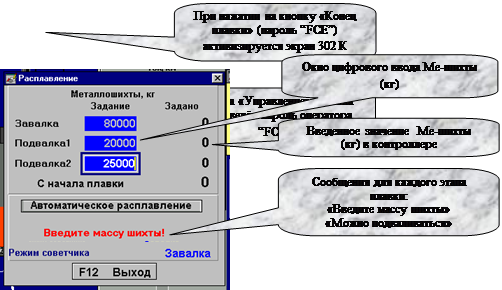
Экран ввода уставок технологической и аварийной сигнализации
Вызов производится нажатием клавиш «Уставки» в экранах «Энергетические параметры».
 |
|||
 |
|||
7. Список литературы
1. История Кузнецкого металлургического комбината имени В.И. Ленина. Под ред. докт. техн. наук Б.Н. Жеребина. М., "Металлургия", 1973, 464 с. 104 ил.
2. Выплавка и разливка стали в ЭСПЦ-2. Технологическая инструкция 103-ЭС-388-98. ОАО "Кузнецкий металлургический комбинат" г. Новокузнецк, 1998.
3. Специальная производственная практика. Методические указания. Новокузнецк, СибГИУ, 1998 г.
