

 Реферат: Организация конструкторской подготовки производства
Реферат: Организация конструкторской подготовки производства
Система автоматизированного проектирования в конструкторской подготовке производства
Системы автоматизированного проектирования (САПР) в настоящее время полностью себя оправдывают и являются во многих случаях единственно возможными методами при конструировании новых видов изделий (например, интегральных микросхем).
Под автоматизацией проектирования понимается автоматизированный конструкторский синтез устройства с выпуском необходимой конструкторской документации (КД).
В отличие от проектирования вручную, результаты которого во многом определяются инженерной подготовкой конструкторов, их производственным опытом, профессиональной интуицией и т. п., автоматизированное проектирование позволяет исключить субъективизм при принятии решений, значительно повысить точность расчетов, выбрать варианты для реализации на основе строгого математического анализа, значительно повысить качество конструкторской документации, повысить производительность труда проектировщиков, снизить трудоемкость, существенно сократить сроки конструкторской и технологической подготовки производства в цикле СОНТ, эффективнее использовать технологическое оборудование с ЧПУ.
Важным результатом внедрения САПР являются и социологические факторы: повышение престижности и культуры труда при замене неавтоматизированных методов автоматизированными; повышение квалификации исполнителей; сокращение численности работников, занятых рутинными операциями.
Наибольшую эффективность от внедрения САПР можно получить при автоматизации всего процесса проектирования - от постановки задачи, выбора предпочтительных вариантов построения изделия до технологической подготовки его производства и выпуска.
САПР представляет собой организационно-техническую систему, состоящую из комплекса средств автоматизации проектирования, взаимосвязанного с проектировщиками и подразделениями проектной организации. Проектировщик (конструктор, технолог) входит в состав любой САПР и является ее пользователем, так как без человека автоматизированная система не может функционировать. Объектом автоматизации в САПР являются действия проектировщиков, разрабатывающих изделия или технологические процессы. САПР нельзя создать вне конкретного производства, на котором она будет использована.
Комплекс средств автоматизации включает математическое, лингвистическое, программное, информационное, методическое, организационное, аппаратное и техническое обеспечение.
Математическое обеспечение составляют математические методы, модели и алгоритмы, необходимые для осуществления автоматизированного проектирования.
Лингвистическое обеспечение - совокупность специальных языковых средств проектирования, предназначенных для общения человека с техническими и программными компонентами САПР. Практика использования ЭВМ в проектировании привела к созданию наряду с универсальными алгоритмическими языками программирования (АЛГОЛ, ФОРТРАН и др.) проблемно-ориентированных алгоритмических языков, специализированных для проектных задач. Например, для автоматизации вычерчивания изображений служат графические языки ГП-ЕС, ГРАФОР, РЕДГРАФ, ФАП-КФ и др.
Программное обеспечение является непосредственным производным компонентом от математического обеспечения и представляет собой комплекс всех программ и эксплуатационной документации к ним.
Информационное обеспечение - это информация о прототипах проектируемых изделий или процессов, комплектующих изделиях и материалах, об используемом режущем инструменте, о правилах и нормах проектирования, а также любая другая справочная информация, используемая проектировщиками для выработки проектных решений. Основная часть информационного обеспечения содержится в банках данных, состоящих из баз данных и систем управления базами данных.
Организационное обеспечение устанавливает взаимодействие проектирующих и обслуживающих подразделений, ответственность специалистов за определение вида работ, приоритеты пользования средствами САПР и другие регламенты организационного характера. Соответствующий комплект документов составляют необходимые инструкции, приказы и штатные расписания.
Техническое обеспечение - комплекс всех технических средств, используемых при автоматизированном проектировании и для поддержания средств автоматизации в работоспособном состоянии.
Решающими условиями возможности и целесообразности создания САПР являются:
а) единство принципов построения объектов проектирования;
б) высокий уровень типизации и стандартизации элементов, из которых компонуют объекты проектирования;
в) высокий уровень унификации процессов проектирования;
г) большой объем проектных работ при индивидуальных требованиях к объектам проектирования.
В общем случае процесс проектирования включает три этапа: составление эскизного, технического и рабочего проектов.
Наиболее творческой является стадия эскизного проектирования, требующего применения интерактивных средств графики. С их помощью конструктор может строить трехмерное изображение детали и моделировать траекторию движения инструмента для ее обработки (без чертежей).
Техническое проектирование предусматривает исполнение конкретного замысла в заданном масштабе, а также осуществление необходимых расчетов. Здесь используется значительный объем информации о стандартных деталях, покупных изделиях и т. д.
На стадии рабочего проектирования создаются рабочие чертежи и техническая документация. Деталировка, определение и нанесение размеров, составление спецификаций полностью формализуются и могут выполняться на ЭВМ с использованием средств машинной графики.
При автоматизации проектирования наиболее важной является формализация как самого процесса, так и его объекта. Она позволяет представить процесс проектирования в виде цепочки (набора) последовательно (параллельно-последовательно) выполняемых процедур, при которых информация преобразуется, а исходные варианты приближаются к заданным проектным задачам. При этом если проекты могут быть сформулированы в виде информационных массивов для ЭВМ, а операторы проектирования (определенные процедуры, формулы, комплексы программ, стандарты, методики, модели и т. п.) представлены в виде пакета машинных программ, то такой процесс называют автоматической разработкой (генерацией) проекта. Если разработке на ЭВМ подлежат лишь некоторые подкомплексы на отдельных стадиях, то такой процесс проектирования называется автоматизированным. В том случае, когда оператор проектирования применим для ряда систем или подкомплексов, выполняется типовое проектирование. Нахождение (разработка) таких операторов является одной из важнейших задач построения любой системы проектирования.
Укрупненный алгоритм автоматизированного проектирования изделия
При автоматизированном проектировании сложных систем и объектов применяется системно-иерархический подход, когда сам процесс и объект расчленяются на уровни. На верхнем уровне отражаются только самые общие черты и особенности проектируемого объекта. На каждом последующем уровне разработки степень детализации возрастает.
В соответствии с этапностью создания новой техники в комплексной (интегрированной) САПР выделяются следующие автоматизированные системы: управления процессами проектирования (АСУПП), проектирования (ДСП), конструирования (АСК), технологической подготовки производства (АСТПП), управления технологическими процессами изготовления опытных образцов (АСУТП), комплексных испытаний и обработки изделий (АСКИО).
Каждая из функциональных составляющих базируется на едином комплексе средств автоматизации проектирования, включающих обеспечивающие системы типа автоматизированных банков данных (АБД), а также вычислительную систему, систему информационного обмена, графическую систему и систему разработки машинных программ.
Исходя из особенностей графических работ из состава комплексной САПР выделяют в виде самостоятельной графическую подсистему, или подсистему автоматизированного черчения (ПАЧ), обслуживающую все функциональные системы. Оперативные средства выполнения графических работ входят в состав комплекса технических средств каждой функциональной системы, имеющей терминал.
Основу автоматизации стадии конструкторской подготовки производства составляют две функциональные части комплексной САПР: автоматизированная система проектирования (АСП) и автоматизированная система конструирования (АСК).
Автоматизированная система проектирования используется как инструментальная подсистема САПР. Она создает программы автоматизированного проектирования, и от ее эффективности в значительной мере зависит эффективность действия комплексной САПР. Эта система выполняет несколько видов проектных процедур на стадиях разработки технического задания, технических предложений, эскизного и технического проектирования: анализ исходных данных, формиро вание технических характеристик, определение эффективности изделия на стадии проработки изделия, когда перед проектировщиком стоит проблема выбора прототипа будущей новинки на основе упрощенной математической модели. Результатом функционирования АСП является структурная схема изделия с данными расчета проектных параметров.
Автоматизированная система конструирования используется на этапах технического и рабочего проектирования для проведения уточненных расчетов по всему изделию и отдельным его элементам, а также изготовления конструкторской документации.
Для САПР любого уровня сложности основным структурным элементом является функциональная подсистема. Подсистемы обладают значительной функциональной автономностью и реализуют определенный этап (фрагмент) процесса проектирования. Однако САПР и их подсистемы взаимоувязаны с различными компонентами интегрированных систем управления предприятием или объединением (рис. 17.3).
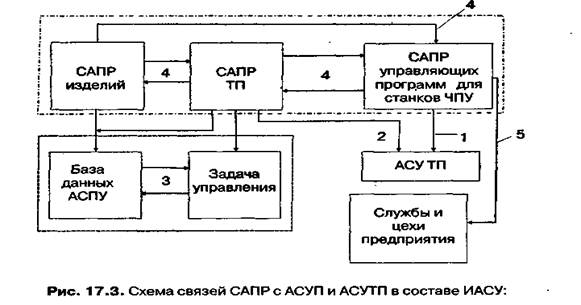
1 - управляющие программы для станков с ЧПУ; 2 - информация для планирования и анализа производства; 3 - нормативно-справочная информация; 4 - информация обмена данными внутри САПР ТПП; 5 - техническая документация
Организационно САПР различного назначения создаются в отделах главных конструкторов, главных технологов и т. п. и взаимодействуют с различными подразделениями и службами предприятия.
Технико-экономическое обоснование на стадии проектирования новой техники
Каждый вновь создаваемый вид техники или мероприятие по улучшению освоенной техники должен быть лучше ранее освоенных: он должен давать большую экономию живого и овеществленного труда, быть лучше по качеству и в большей мере удовлетворять потребности в новых или усовершенствованных видах продукции. Показатели качества вновь создаваемой техники должны быть на уровне высших мировых достижений в данной отрасли.
Новая или усовершенствованная техника должна быть лучше и эффективнее той, взамен которой она создается и будет производиться, с производственной, эксплуатационной или обеих точек зрения.В первом случае к новой (усовершенствованной) конструкции предъявляются требования как к объекту производства на заводе-изготовителе. Главным здесь является экономичность производства и минимальные сроки его подготовки и освоения. Экономичность изготовления каждой новой конструкции зависит от ее технологичности, оттого, насколько прогрессивными и производительными будут применяемые технологические процессы. Конструкция является технологичной, если она экономична для производства.
При наличии нескольких вариантов конструкции техники, полностью удовлетворяющих эксплуатационным требованиям, предпочтение отдается более технологичной.
Для выбора наилучшего варианта конструкции имеется ряд показателей технологичности:
• трудоемкость изготовления - абсолютная (на одно изделие) и относительная (на единицу установленной мощности, производительности, другого показателя);
• материалоемкость или масса конструкции - абсолютная или относительная;
• трудоемкость подготовки изделия к функционированию;
• степень конструктивной стандартизации и унификации;
• капиталовложения в производство новой продукции;
• себестоимость и отпускная цена новой продукции;
• прибыль и рентабельность производства.
Трудоемкость изготовления продукции определяется в процессе ее проектирования и является весьма важным показателем. Более технологичной считается та конструкция, которая при прочих равных условиях менее трудоемка. Снижение трудоемкости изделия на стадии его производства - одна из важнейших задач, которая ставится перед разработчиками. Большие возможности снижения трудоемкости заложены в правильном выборе современных прогрессивных методов получения заготовок, рациональном выборе квалитетов и классов шероховатости. На смену обработки деталей резанием (механообработки) постепенно приходят точные методы формообразования деталей - штамповки, прессования, литья под давлением и др.
Материалоемкость характеризует общий расход материала на изготовление данной конструкции изделия или удельную материалоемкость на эксплуатационный параметр. Во многих случаях у конструктора есть возможность при проектировании детали выбрать материал из двух или даже многих, обеспечивающих одинаковые эксплуатационные свойства детали, но различные по стоимости, трудоемкости обработки, а иногда способствующие снижению массы изделия.
Повышение определяющего эксплуатационного показателя изделия, как правило, дает снижение материалоемкости и трудоемкости в расчете на единицу основного параметра. При этом снижение удельной материалоемкости на единицу мощности или другого параметра происходит значительно быстрее, чем уменьшение общего расхода материала на единицу изделия.
Трудоемкость подготовки изделия к функционированию определяется в процессе проектирования и зависит от сложности регулировочно-настроечных процессов, проводимых с целью получения необходимых технико-экономических параметров. Возможности снижения трудоемкости здесь заложе ны в качестве используемой контрольно-измерительной аппаратуры и специальных стендов для испытаний.
Степень конструктивной стандартизации и унификации - это показатель, характеризующий конструкцию изделия с точки зрения реализации в ней стандартизированных и унифицированных деталей, что приводит к повышению объема выпуска однотипных деталей, сборочных единиц, изделий в целом, а также к применению более прогрессивной технологии, а это как следствие позволяет не только существенно снизить трудоемкость изготовления, но и несколько уменьшить материа-лоемкость.
Капиталовложения в производство новой конструкции характеризуют общие затраты на приобретение дополнительного и изготовление нестандартного оборудования и перепланировку в производственных цехах, создание производственных запасов. Чем меньше потребности предприятия в капиталовложениях, тем технологичнее новая конструкция изделия.
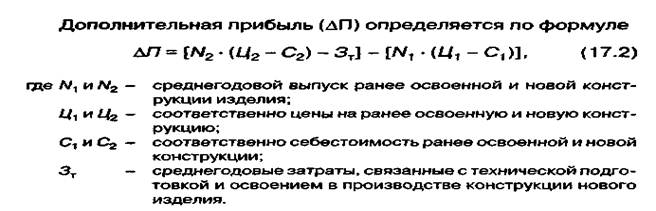
Себестоимость, прибыль и рентабельность новой конструкции изделия являются обобщающими показателями ее технологичности.
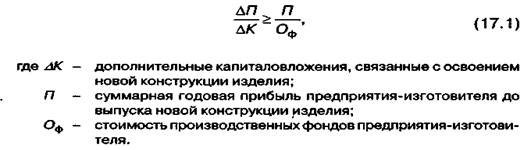
С производственной точки зрения новая конструкция будет считаться технологичной, а следовательно, и эффективной в том случае, если дополнительная прибыль (АП), полученная в результате освоения, выпуска и реализации новой продукции, обеспечит рентабельность не ниже средней сложившейся рентабельности на предприятии-изготовителе. Этому условию должно удовлетворять неравенство:
С эксплуатационной точки зрения потребителя новая конструкция должна обладать следующими показателями:
1) более надежной (долговечной, безотказной, ремонтопригодной и сохраняемой) в эксплуатации;
2) удобной в обслуживании и ремонте эстетичной и безопасной в эксплуатации;
3) эргономичной (с точки зрения психологии, физиологии и гигиены труда работников обслуживания);
4) более производительной в единицу времени;
5) более экономичной в потреблении электроэнергии и капиталовложений эксплуатационников новой продукции;
6) обеспечивать минимальную себестоимость единицы работы, выполняемой изделием.
Если эксплуатационные свойства новой техники повышаются по сравнению с ранее освоенной (заменяемой), то экономическая эффективность ее определяется путем соизмерения капитальных вложений потребителя со снижением себестоимости работы, выполняемой новой техникой. Лучшим признается вариант с наименьшей суммой приведенных затрат:
После расчета суммы приведенных затрат по вариантам техники можно определить годовой экономический эффект использования новой или усовершенствованной техники.
Эксплуатационная технологичность новой техники может быть определена с помощью нескольких показателей. При этом следует различать показатели технологичности базового изделия и проектируемого, а также определять уровень технологичности как соотношение показателей технологичности проектируемого и базового изделия.
