

 Реферат: Курсовая работа по технологии швейных изделий
Реферат: Курсовая работа по технологии швейных изделий
3. Выбор методов обработки и оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции существующих предприятий, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей. Использование малооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций.
Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологичных конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения удельного веса ручных работ, применения высокоэффективных клеевых материалов, унификации деталей, узлов.
Технологические конструкции предусматривают также снижение расхода материала на изготовление изделия.
Таким образом, все возрастающий спрос на красивую и высококачественную одежду, улучшение внешнего оформления изделий, особенности и проблемы массового производства требуют от производителей глубоких знаний в области технологии швейных изделий.
3.1. Режимы обработки
Режимы обработки выбираются для выполнения ниточных, клеевых, сварных швов и соединений, операций влажно-тепловой обработки, содержание которых определяется технологической последовательностью на проектируемое изделие (комплект).
таблица 3.1.1
Режимы выполнения ниточных соединений
| название шва | ширина шва, см | частота строчки, число стежков в см | № иглы | № ниток | область применения | ||
| 55л | 65лх-1 |
х/б 60 в 3 |
|||||
|
1.
Стачной шов
вразутюжку |
1,0 | 3,5 | 100 | + | стачивание шаговых, боковых, плечевых срезов | ||
|
2.
Стачной шов
взаутюжку |
1,0 | 3,5 | 90 | + | стачивание рельефов, притачивание к подбортам, обтачкам подкладки | ||
|
3.
Накладной |
0,15-0,2 | 3 | 90 | + | настрачивание концов листочки | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
4.
В подгибку с
закрытым срезом |
0,4-0,6 | 3 | 90 | + | обработка низа брюк | ||
|
5.
Обтачной |
0,5-0,7 | 3,5 | 100 | + | обработка бортов, пройм, горловины, листочки | ||
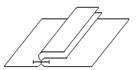
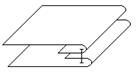
таблица 3.1.2
Режимы влажно-тепловой обработки утюгами
| тип утюга |
температура глажения, 0С |
время глажения, с | увлажнение, % |
| УТП-2ЭП | до 180 | 60 | 15-20 |
| Cs-392 | 150-160 | 60-70 | 10-15 |
таблица 3.1.3
Режимы влажно-тепловой обработки прессами
| тип пресса |
температура прессования, 0С |
длительность прессования, с | усилие прессования, кН | увлажнение, % |
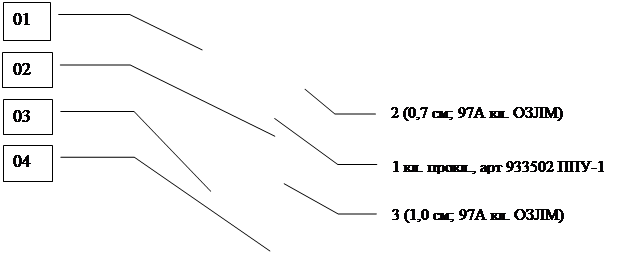
| ППУ-1 | 150-160 | 10-15 | 20 | 10-15 |
| Cs-313 | 150 | 10-15 | 20 | 10-20 |
3.2. Поузловая обработка
 |
|||
 |
|||
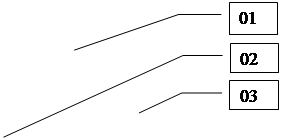
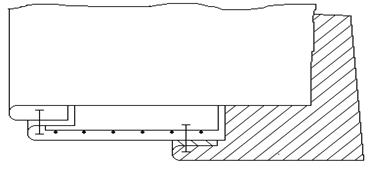
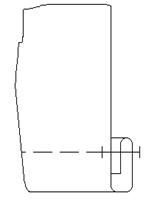
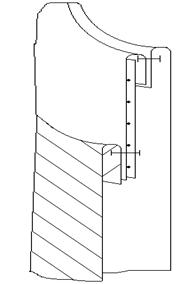
Рис. 3.2.1 Обработка борта
 |
|||||||
 |
|||||||
 |
|||||||
|
|||||||
 |
|||
|
|||
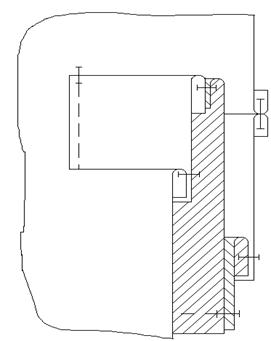 |
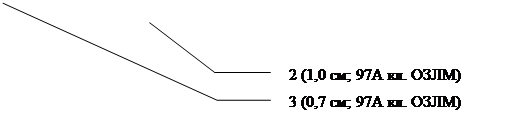
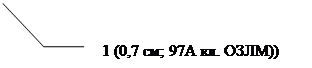
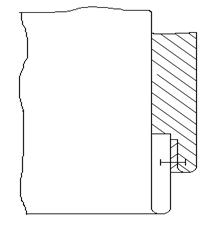
Рис. 3.2.4 Обработка горловины
