

 Реферат: АСУ двухстадийного дробления замкнутого цикла
Реферат: АСУ двухстадийного дробления замкнутого цикла
 редуктора и пластинчатого питателя
из-за частых пусков. Но эта система может быть превращена в линейную систему
управления при соответствующей замене аппаратуры. Вместо привода релейного
действия может быть применен привод пластинчатого питателя с индукторной муфтой
скольжения; привод с двигателем постоянного тока, питателем от управляемого
магнитного усилителя, или привод с кремниевым выпрямителем. В этом случае
получается система регулирования производительности конечного продукта
дробления с последовательной коррекцией по значению производительности.
редуктора и пластинчатого питателя
из-за частых пусков. Но эта система может быть превращена в линейную систему
управления при соответствующей замене аппаратуры. Вместо привода релейного
действия может быть применен привод пластинчатого питателя с индукторной муфтой
скольжения; привод с двигателем постоянного тока, питателем от управляемого
магнитного усилителя, или привод с кремниевым выпрямителем. В этом случае
получается система регулирования производительности конечного продукта
дробления с последовательной коррекцией по значению производительности.
Криворожсский горнорудный институт разработал систему регулирования загрузки дробилки (рис. 2,5). Изобретение относится к управлению конусными дробилками, может быть использовано в черной и цветной металлургии, в ПСМ и в химической промышленности и позволяет повысить точность регулирования.
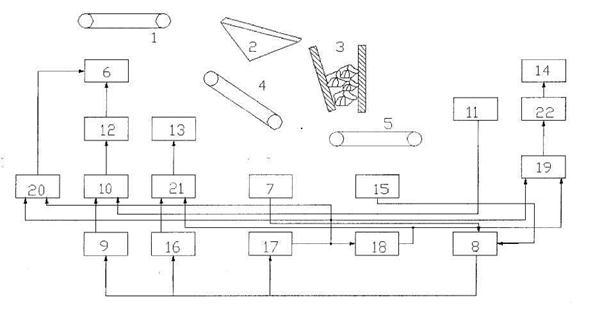
рис. 2.5. Система регулирования загрузки дробилки Криворожсского
горнорудного института
Система содержит питатель 1, грохот 2, дробилку 3, конвейер 4 подгрохотного продукта, конвейер 5 дробленного продукта, привод 6 питателя, датчик 7 производительности грохота, блок 8 определения соотношения, блок 9 сравнения соотношений, задатчик 10, датчик 11 уровня руды в дробилке, регулятор 12, электроприводы 13 и 14 грохота и дробилки, датчик 15 производительности дробилки, пороговые элементы 16 и 17, блоки 18 и 19 задержки и коммутаторы 20—22. Формула изобретения. Система регулирования загрузки дробилки с грохотом, питателем, конвейерами дробящего и подгрохотных продуктов, содержащая блок определения соотношения; блок сравнения соотношений; задатчик, датчик уровня руды в дробилке; датчик производительности грохота; регулятор и электроприводы питателя, грохота и дробилки, причем датчик производительности грохота подключен к первым входам блока определения соотношения. Выход через блок сравнения соотношений соединен с первым входом задатчика, второй вход которого соединен с датчиком уровня руды в дробилке. Выходной сигнал задатчика через регулятор поступает на электропривод питателя. Особенность данной системы в том, что для повышения точности регулирования, она снабжена тремя коммутаторами, двумя пороговыми элементами, двумя блоками задержки и датчиком производительности дробилки. Датчик производительности дробилки подключен ко второму входу блока определения соотношения, выход которого соединен с входами пороговых элементов. Выход первого порогового элемента соединен с первыми входами первого и второго коммутаторов и второго блока задержки, второго - со вторым входом первого коммутатора и входом первого блока задержки. Сигнал с первого блока задержки поступает на входы второго коммутатора и второй блок задержки. Привод дробилки соединен через третий коммутатор со вторым блоком задержки. Выход первого коммутатора соединен с приводом питателя, а выход второго коммутатора соединен с приводом.
 Следует отметить также недостатки
предложенных последних двух систем. В системе, предложенной институтом
«Кривбасспроект» на питателе используется датчик веса, который снижает
надежность системы. Использование последовательной коррекции, как принципа
построения системы регулирования также можно отнести к недостаткам данных
систем.
Следует отметить также недостатки
предложенных последних двух систем. В системе, предложенной институтом
«Кривбасспроект» на питателе используется датчик веса, который снижает
надежность системы. Использование последовательной коррекции, как принципа
построения системы регулирования также можно отнести к недостаткам данных
систем.
 2.3 Выбор основного оборудования
2.3 Выбор основного оборудования
Для достижения заданной производительности на выходе материала из дробилки выберем щековую дробилку С-887. Для которой :
Размер приемного отверстия, мм 1500×2100,
Наибольший размер загружаемых кусков, мм 1300,
Номинальная ширина выходной щели, мм 180,
Пределы регулирования выходной щели, мм 135-225,
Частота вращения эксцентрикового вала, мин -1 100,
Производительность, м3/ч 280 т/ч,
Мощность электродвигателя 250 кВт,
Тип и характеристика питателя - пластинчатый (В = 2400 мм).
Т.к. тип питателя пластинчатый произведем выбор и расчет пластинчатого питателя:
Типоразмеры,мм - 2400×6000,
Скорость движения, м/с - 0,16-0,08,
Длина, мм – 5500,
Масса, т – 51,9,
Производительность Q (т/час) пластинчатого конвейера может быть определена по формуле:
Q = 3600 F*v*![]() ,
,
где F — площадь поперечного сечения материала на ленте, м2,
F = 0,25 В2 К2 •
tg (0,6![]() )
= 0,25*2,42*0,852*tg(0.6*15)=0.15
)
= 0,25*2,42*0,852*tg(0.6*15)=0.15
где В — ширина полотна, м; К=0,85 —
отношение ширины слоя материала к ширине полотна; ![]() —
угол естественного откоса материала в движении; v — скорость движения полотна конвейера, принимается в
пределах 0,08-0,16 м/сек и уточняется по формуле
—
угол естественного откоса материала в движении; v — скорость движения полотна конвейера, принимается в
пределах 0,08-0,16 м/сек и уточняется по формуле
V=![]() ,
,
где t — шаг тяговой цепи(0.1), м; b — число зубьев приводной (b = 5).
n — об/мин — число оборотов головного вала конвейера(nmax=19)
 Отсюда,
Отсюда,
Qmax=3600*1.04*0.15*0.16*2.7=300 т/ч.
Рассчитаем мощность электродвигателя пластинчатого питателя
![]() ,
,
где К2 = 1,10-1,25 — коэффициент запаса мощности; q — масса 1 погонного метра движущихся частей конвейера, кг/м; L — длина конвейера, м; L1 — длина проекции конвейера на горизонтальную плоскость, м; Н — высота подъема материала, м.
N=1.1![]() .
.
В качестве привода питателя выбираем асинхронный двигатель 4A25S4
Мощность 50 кВт,
Частота вращения 1477 об/мин,
Ток статора 95,2 А,
Момент инерции 133*10 -2 кг/м2.
Тогда, чтобы число оборотов ведущего вала питателя было 19 об/мин, необходим редуктор с передаточным числом 78.
В качестве весового конвейера применяем весы конвейерные ВК-2М.
Основные технические характеристики весов конвейерных ВК-2М:
| Длина ленты конвейера | 4 м |
| Скорость движения ленты | 2 м/с |
3. Составление и описание функциональной схемы
 Функциональные схемы являются основным техническим
документом, определяющим функционально-блочную структуру отдельных узлов автоматического
контроля, управления и регулирования технологического процесса и оснащение
объекта управления приборами и средствами автоматизации (в том числе
средствами телемеханики и вычислительной техники).
Функциональные схемы являются основным техническим
документом, определяющим функционально-блочную структуру отдельных узлов автоматического
контроля, управления и регулирования технологического процесса и оснащение
объекта управления приборами и средствами автоматизации (в том числе
средствами телемеханики и вычислительной техники).
По имеющейся схеме автоматизации двухстадийного дробления замкнутого цикла (представленной на рис. 1.1.), составим функциональную схему системы регулирования (приложение 1).
Требования предъявляемые к дроблению, обеспечение требуемых размеров материала на выходе. При этом должно обеспечиваться: максимальный выход одной какой-либо фракции при минимальных энергозатратах. Для того чтобы материал не переизмельчался применяется двухстадийное дробление.
Чтобы дробилки работали в оптимальном режиме, применяются датчики мощности (1 п) и (1 ц) для приводов дробилок соответственно 1-ой и 2-ой дробилок. С этих датчиков сигнал поступает на логическое устройство (1 с) (в настоящее время используются контроллеры). Для того, чтобы дробилки не перезагружались, применяются сигнализаторы уровня (1а, 1г) и (1т) соответственно 1-ой и 2-ой дробилок, сигналы которых через соответствующие преобразователи (1 б, 1 д) и (1 у), поступают также на логическое устройство (1 с) и на показывающие приборы на щите (1 в, 1 е) и (1ф) соответственно. Также чтобы вторая дробилка не перезагружалась, применяется весовой конвейер, вес которого фиксируется датчиком веса (1 л) сигнал с которого подается на логическое устройство (1 с). В соответствии с сигналами, полученными логическим устройством, оно увеличивает или
 уменьшает: скорость питателя,
выходную щель дробилок, подавая через УМ (1 з), (1 л) и (1 у) соответственно
сигнал на привод питателя, 1-ой дробилки и 2-ой дробилки.
уменьшает: скорость питателя,
выходную щель дробилок, подавая через УМ (1 з), (1 л) и (1 у) соответственно
сигнал на привод питателя, 1-ой дробилки и 2-ой дробилки.
 4. Составление структурной схемы
4. Составление структурной схемы
Щековая дробилка является объектом, работу которого характеризует производительность питателя Qп, ширина разгрузочной щели l, крупность D и прочность σ исходного материала, а также производительность Qдр, мощность N, потребляемая в процессе дробления, и гранулометрический состав дробленого продукта, характеризуемый средневзвешенным диаметром кусков dср.
Возможные отклонения ширины разгрузочной щели от заданного значения, как правило, своевременно устраняются обслуживающим персоналом
при профилактических осмотрах. Кроме того, изменение ширины разгрузочной щели в процессе эксплуатации настолько мало, что его влиянием можно пренебречь.
С учетом сделанных ограничений: структурная схема щековой дробилки как объекта автоматического регулирования производительности приведена на рис.4.1. в котором в качестве входного регулирующего воздействия рассматривается производительность питателя Qп, в качестве выходной регулируемой величины -производительность дробилки Qдр.
