

 Реферат: Разработка технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106
Реферат: Разработка технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106
Для достижения высоких температур и форсирования плавки шихты в печь подают горячий воздух 6 (дутьё). Холодный воздух из воздуходувки пропускают через нагретую до 1000 ― 1200˚С насадку воздухонагревателя 12. В результате воздух нагревается до 780 ― 950˚С. Пока один воздухонагреватель 12 отдаёт тепло кладки холодному воздуху (и в результате остывает), второй воздухонагреватель 13 нагревается до температуры 1200˚С, т. е. регенерирует тепло выделяющееся при сжигании доменного газа, предварительно очищённого то пыли в газоочистителе 14; продукты горения удаляются в дымовую трубу 15. После остывания насадки воздухонагревателя 12 и достаточного нагрева насадки воздухонагревателя 13 производят перекидку клапанов; холодный воздух направляется в воздухонагреватель 13, а воздухонагреватель 12 нагревается. Обычно воздухонагреватель работает на нагрев дутья около 1ч и на разогрев огнеупорной насадки около 2 ч. Поэтому для бесперебойного обслуживания печи необходимо иметь три воздухонагревателя. Через шлаковую летку 10 удаляется шлак, а через летку 11 ― чугун.
2. 1. 4. Продукты доменного производства
Современная доменная печь поглощает большое количество шихтовых материалов и воздуха. Так, для производства каждых 100 т передельного чугуна необходимо в среднем подать в печь 190 т железной руды (включая агломерат), 95 т кокса, 50 т известняка и около 350 т воздуха. В результате кроме 100 т чугуна получается около 80 т шлака и 500 т доменного газа.
В доменных печах выплавляют:
1. Передельный чугун (80 ― 90 % всего производства чугуна);
2. Литейный чугун (8 ― 17 %);
3. Специальные чугуны, или доменные ферросплавы (2 ― 3 %).
Состав шлака зависит от состава шихты и марки чугуна.
После доменной печи, чугун попадает в сталеплавильный цех.
2. 2. Производство стали
В настоящее время сталь производят в трёх типах плавильных агрегатов ― конверторах, мартеновских и электрических печах.
В качестве металлических шихтовых материалов используют: жидкий чугун и стальной лом (в конверторах); жидкий и твёрдый чугун со стальным ломом в мартеновских и электрических печах и иногда один стальной лом (в электрических печах). Кроме того, в состав шихты входят известь и другие шлакообразующие вещества, раскислители, железная руда и легирующие добавки.
Для изготовления нашей детали, используется сталь, выплавленная в мартеновской печи.
2. 2. 1. Мартеновское производство стали
Газ и воздух по каналам 1 и 2 подводят к газовому клапану 10, а затем смесь по каналу 5 поступает в регенератор 6. Вентилятором 3 по каналу 4 воздух подводится к воздушному клапану 9, от которого по каналу 8 поступает в регенератор 7. Насадка регенераторов, нагревается до 1500 ― 1550˚С, отдаёт тепло проходящим через них газу и воздуху. Нагреваясь в регенераторах до 1200˚С, газ и воздух по вертикальным каналам поступают в головки печи для образования газовоздушной смеси, которая и сгорает в рабочем пространстве. Продукты горения из рабочего пространства печи через правые головки направляются в регенераторы 16 и по каналам 15 и 11 поступают в трубу 12.
Когда огнеупорная насадка в регенераторах 6 и 7 начнёт остывать, направление движения газа и воздуха изменится. Клапаны 9 и 10 закрываются, а левые клапаны 14 и 13 открываются. При этом насадка регенераторов 16 будет нагрета до 1200 ― 1300˚С теплом отходящих продуктов горения. После перекидки клапанов продукты горения пойдут через насадку регенераторов 6 и 7.
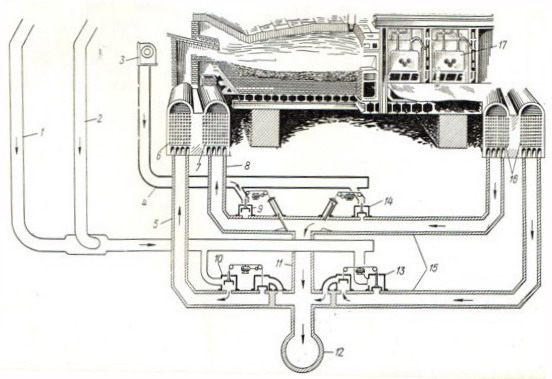
Рис. 2. Схема устройства и работа мартеновской печи ёмкостью 500 т
Большинство мартеновских печей работает на смеси природного газа и мазута.
Шихтовые материалы (скрап, чугун, флюсы) загружают в печь через завалочные окна 17. Разогрев шихты, сплавление и нагрев металла и шлака происходит при контакте плавящихся материалов с факелом горящих газов. Готовую сталь выпускают через отверстие, расположенное в самой низкой части подины печи. На время плавки это отверстие забивают огнеупорной глиной.
После того, как выплавили сталь, её разливают в изложницы.
2. 3. Разливка стали
По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.
Готовую сталь выпускают из печи в подогретый сталеразливочный ковш (рис. 3). Стальной кожух 1 ковша имеет две цапфы 2, при Рис. 3. Ковш для разливки стали
помощи которых ковш захватывается крюком мостового крана. Внутри ковш имеет огнеупорную футеровку 4 из шамотного кирпича. В дно ковша встроен стакан 3 с отверстием для выпуска металла. Отверстие в стакане закрывается огнеупорной пробкой, укреплённой на железном стержне 8 стопора 9. Подъём и опускание стопора производится вручную при помощи рычага 7 и связанных с ним устройств 5 и 6.
Из ковша сталь разливают по чугунным изложницам для получения слитков.
В зависимости от вида полученных слитков изложницы могут иметь квадратное, круглое, прямоугольное или другое сечение. Высота изложниц должна быть в пять-шесть раз больше их поперечного размера.
В сталеплавильных цехах отливают слитки массой от 100 кг до 100 т. Наиболее широко используют слитки массой 5 ― 8 т, направляемые в прокатные цехи.
Применяют три способа разливки стали в изложницы: сверху (обычно при отливке крупных слитков), сифоном (при отливке мелких и средних слитков) и непрерывную разливку.
При затвердении стали в изложнице происходит усадка металла. В первую очередь затвердевают слои металла, прилегающие к стенкам изложницы. Внутренняя часть слитка некоторое время после заполнения остаётся жидкой. Там, где металл дольше находится в жидком состоянии, образуется усадочная раковина.
Сталь разлита в слитки и их необходимо прокатать в листы, чтобы в дальнейшем получить заготовки для вытяжки.
2. 4. Процесс прокатки
Прокатка металла осуществляется при прохождении его между валками, вращающимися в разных направлениях. При прокатке металл обжимается, в результате чего толщина полосы уменьшается, а её длина и ширина увеличиваются.
Прокат можно разделить на четыре основные группы: 1) сортовая сталь, 2) листовая сталь, 3) специальные виды проката, 4) трубы.
Основные технологические операции прокатного производства следующие: подготовка исходного материала, нагрев, прокатка и отделка.
При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката.
При прокатке контролируют начальную и конечную температуры, заданный режим обжатия.
Готовый прокат подвергают конечному технологическому контролю.
2. 4. 1. Производство листовой стали
На листовых станах прокатывают толстолистовую и тонколистовую сталь.
Толстолистовую сталь прокатывают из слябов толщиной 100 ― 250 мм, шириной 600 ― 1600 мм, длиной 1000 ― 2000 мм и массой до 2,2 т.
Прокатку толстых листов проводят в две стадии: 1) раскатка сляба в поперечном направлении до получения необходимой ширины. Для этого сляб после одного или двух проходов поворачивают в горизонтальной плоскости на 90˚ и прокатывают поперёк его длины; 2) прокатка по длине сляба после достижения им необходимой ширины и поворота прокатываемой полосы на 90˚.
Для получения необходимой ширины сляб, кроме того, прокатывают обычно с подачей под углом к оси валков.
Тонколистовую сталь получают путём горячей и холодной прокатки.
Горячую прокатку осуществляют на полунепрерывных и непрерывных станах. На этих станах из слябов прокатывают листы шириной 600 ― 2200 мм и более, толщиной 1,25 ― 4 мм. Для окончательной отделки горячекатаной листовой стали непрерывные станы имеют нормализационную печь, травильную установку, сушильную машину, дрессировочные станы, правильные машины и ножницы. Готовый прокат поставляют в виде листов и рулонов.
Холодную прокатку тонких листов осуществляют в листах и рулонах. Способ в листах сохранился на старых заводах. Рулонный способ получил сейчас широкое применение.
После горячей прокатки рулоны листовой стали поступают в травильное отделение. После травления и соответствующей подготовки рулоны поступают на станы холодной прокатки. Прокатка ведётся со смазкой и с охлаждением валков. В процессе холодной прокатки происходит наклёп металла, затрудняющий дальнейшее обжатие и утонение листов. Для снятия наклёпа применяют промежуточные отжиги листов в колпаковых печах с защитной атмосферой или нормализационных печах. После отжига листы направляют для дальнейшей прокатки или на дрессировку (холодная прокатка с обжатием 0,5 ― 1,5 % за один проход).
Расход металла на производство листовой стали зависит от назначения и толщины листа. Он составляет 1,24 ― 1,6 т стали в слитках на 1т листов.
Жесть в зависимости от назначения и для предохранения от коррозии подвергают лужению, цинкованию, лакировке и т. п.
2. 5. Листовая штамповка
Листовая штамповка металла в холодном состоянии ― один из распространённых способов получения деталей сложной конфигурации с тонкими стенками. Изделия получают с очень малыми допусками при высоком качестве поверхности. В большинстве случаев холодноштампованные изделия применяют для сборки машин без механической обработки.
