

 Реферат: Технология швейного производства
Реферат: Технология швейного производства
Реферат: Технология швейного производства
Вариант 2.
1. Дать характеристику, область применения, преимущества и недостатки конвейерных потоков со строгим ритмом.
Организационная форма потока определяется организацией ритма его работы. По этому показателю потоки швейных цехов могут быть трех видов: со строгим ритмом, со свободным ритмом и комбинированные.
В потоках со строгим ритмом организация ритмичной работы достигается за счет подачи полуфабриката к каждому рабочему месту в строго установленном количестве (обычно поштучно) через определенные интервалы времени. Интервалы времени между следующими друг за другом поступлениями полуфабриката на рабочие места согласуют с тактом потока. Рабочие места располагают в соответствии с последовательностью технологического процесса.
В потоках со строгим ритмом обязательно использование конвейеров или других транспортных средств, скорость продвижения которых согласована с тактом потока. Конвейеры в этом случае не только механизируют подачу полуфабриката на рабочие места, но прежде всего принудительно поддерживают строгий ритм работы всего потока и этим способствуют укреплению трудовой дисциплины, повышению роста производительности труда. Использование потоков со строгим ритмом целесообразно в условиях выпуска стабильного ассортимента швейных изделий. При необходимости же выпуска изделий широкого ассортимента с частыми сменами моделей организация работы в таких потоках усложняется. Кроме того, в потоках со строгим ритмом работы снижается возможность использования индивидуальной производительности труда рабочих.
Конвейерные потоки со строгим ритмом работы (с тактом 70—100 с) целесообразно применять в монтажных секциях при изготовлении верхней одежды (пальто, пиджака). При уменьшении мощности потока увеличивается такт, и конвейер теряет роль регулятора строгого ритма.
В отдельных случаях при изготовлении верхней одежды возможны на разных стадиях производства различные организационные формы потока. Например, в заготовительной секции потока по изготовлению мужского пальто используется организация работы со свободным ритмом и агрегатно-групповым размещением рабочих мест, а в монтажной секции, отличающейся большей технологической однородностью по моделям,— работы со строгим ритмом на конвейере КМ. Если мощность такого потока большая (такт менее 60 с), в монтажной секции используют две или три одинаковые поточные линии с соответственно увеличенным тактом потока. Потоки, в которых на одних участках использована организация строгого ритма, на других — свободного, называются комбинированными.
В потоках первого поколения приемлемы все организационные формы работы: со строгим ритмом, со свободным ритмом и комбинированные. В потоках второго поколения предпочтение отдается организации работы со свободным ритмом.
Характеристика потоков по способу внутрипроцессного транспортирования полуфабрикатов. В технологических потоках существует два вида транспортирования полуфабрикатов — конвейерный и неконвейерный.
Конвейеры в швейных потоках могут работать в двух режимах: диспетчер — операция — операция (ДОО), диспетчер — операция — диспетчер (ДОД). В потоках со строгим ритмом работы используется режим ДОО.
Примером конвейерных потоков, работающих в режиме ДОО, являются круговые или потоки малых серий с использованием конвейеров ТМС-1 и КО-1.
КО-1
Одноленточный, вертикально-замкнутый, цепной, с транспортирующей лентой для удаления отходов и счетчиком изделий. С односторонним (лево- или правосторонним) размещением рабочих мест (до 25). Ширина ленты 50—60 мм. Шаг ячейки 40— 60 мм с регулируемой скоростью КМ Вертикально-замкнутый, цепной, с каретками (шаг каретки 14—30 мм), с регулируемой скоростью
ТМС-1
Два одноленточных, вертикально-замкнутых цепных с постоянной скоростью при движении в противоположные стороны, с поворотными кругами для переноса коробок с одной ленты на другую, двухрядный. Ширина ленты 260—270 мм
В нашей стране и за рубежом большое применение находят конвейеры с автоматическим адресованием, работающие в режиме ДОО. Это конвейеры 13950 кл. фирмы «Текстима» (ГДР), различного вида подвесные цепные и винтовые конвейеры с зажимными устройствами.
В потоках со строгим ритмом работы применяют конвейер, движение которого согласовано с продолжительностью выполнения операции.
Рабочий орган конвейера поделен на участки (ячейки) для размещения единицы полуфабриката (см. рис. .1). За время выполнения операции ячейка с полуфабрикатом проходит путь, равный ее длине l (шагу), подавая исполнителю очередное изделие для обработки.
Таким образом, движение конвейера создает ритм в работе, так как при несвоевременном выполнении операции ячейка выходит из зоны рабочего места, а если задержка б выполнении операции будет значительной, произойдет задержка в работе следующего рабочего и всего потока.
Работа на конвейерах, применяемых для транспортирования полуфабрикатов в швейных поточных линиях, в большинстве случаев происходит при равномерной скорости движения конвейера. Но в некоторых случаях скорость движения конвейера должна быть изменена. Например, при запуске полуфабрикатов для изготовления новой модели скорость конвейера несколько уменьшают, а затем по мере освоения приемов по обработке новых полуфабрикатов скорость повышают. Скорость движения конвейера о, м/мин, рассчитывают по формуле
v = l-60/τ.
Шаг ячейки l— это расстояние между центрами смежных ячеек. Шаг ячейки зависит от размеров изделия и его расположения на конвейере (подвешенное, уложенное).
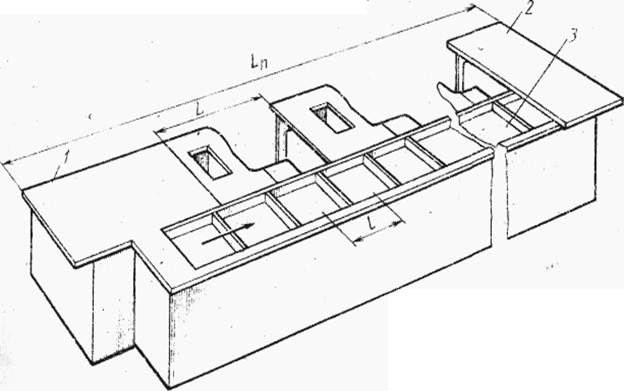
Рис. .1. Однолинейный ритмичный ленточный конвейер:
1 — место запуска; 2 — место выпуска изделий; 3 — конвейерная лента поделенная на ячейки
2. Сущность и область применения последовательно-ассортиментного способа запуска. Привести пример.
Характеристика потоков по способу запуска.
В узкоспециализированных одномодельных потоках используют последовательный запуск. В многомодельных и многоассортиментных потоках запуск изделий может осуществляться различным путем. Наибольшее применение в швейной промышленности имеют три способа запуска: цикличный, последовательно-ассортиментный и комбинированный (последовательно-цикличный).
При цикличном запуске изделия на поток запускают по циклам. Например, в трехмодельном потоке при изготовлении моделей А, Б, В запуск может осуществляться по схеме А, Б, В; А, Б, В; А, Б, В и т. д. или А, А, Б, В; А, А, Б, В и т. д. В первом случае при цикле А, Б, В выпуск изделий по моделям одинаков, во втором случае выпуск модели А составит 50 % общего выпуска, а моделей Б и В — по 25%. При цикличном запуске выпуск по моделям может изменяться в кратном соотношении.
Цикличный запуск с поштучным питанием используют в конвейерных потоках со строгим ритмом. В неконвейерных потоках возможно использование цикличного запуска с пачковым питанием. Такой запуск называют циклично-пачковым.
При последовательно-ассортиментном способе (ПАЗ) запуск изделий на поток осуществляют последовательно, т. е. в каждый отдельный момент поток является специализированным, а в течение одной или нескольких смен происходит перезаправка с одного изделия или модели на другие. Так, в трехмодельном потоке с последовательно-ассортиментным запуском модель А запускают на протяжении времени rа; модель Б — на протяжении времени RБ и модель В — на протяжении времени Rв- При этом
( Rа +Rб+Rв)n=Rn
где R — продолжительность смены, с; n — число смен, в течение которых осуществляется запуск этих моделей.
Соотношение выпуска изделий по моделям при последовательно-ассортиментном запуске может быть любым.
Комбинированный запуск применяют при одновременном изготовлении большого числа моделей одежды, различающихся как по способам обработки отдельных узлов, так и по трудоемкости. В этом случае все модели разбиваются на группы, состоящие из двух-трех моделей. Внутри группы запуск моделей производится по цикличному способу, а сами группы — по последовательно-ассортиментному. Комбинированный запуск осуществляется по следующей схеме: модели первой группы запускают на протяжении времени R1, модели второй группы — на протяжении времени R2 и т. д.
Последовательно- ассортиментный запуск применяют в следующих случаях: при пошиве изделий стабильного ассортимента, имеющих незначительные различия в трудоемкости изготовления моделей, однотипные способы обработки, оборудование и оснастку, а также единую последовательность обработки большинства деталей и узлов изделия. Такой запуск часто применяют в монтажных секциях потоков. При смене моделей в потоке перестройку процесса изготовления изделия не производят, а переоборудуют лишь одно-два рабочих места;
при изготовлении моделей, резко отличающихся между собой с разными трудоемкостью изготовления и последовательностью обработки изделий, изготовляемых небольшими партиями со сложными соотношениями по выпуску моделей (женские платья), например МА = 15%, МБ = 35% и МБ = 50%. В этом случае каждую модель изготовляют, по ее расчетному такту при постоянном количестве рабочих без перестройки рабочих мест;
при пошиве моделей из тканей, имеющих разные технологические свойства и режимы обработки. В этом случае производится регулировка оборудования для смены режимов обработки.
3. Факторы, определяющие выбор организационно-технологических схем комплексной механизации подготовительного цеха. Дать пример комплексной механизации подготовительного цеха.
Страницы: 1, 2
