

 Реферат: Переработка полимеров
Реферат: Переработка полимеров
Процесс экструзии используют также для покрытия проволок и кабелей поливинилхлоридом или каучуком, а стержнеобразных металлических прутьев — подходящими термопластичными материалами.
2.8 ВСПЕНИВАНИЕ
Вспенивание является простым методом получения пено- и губкообразных материалов. Особые свойства этого класса материалов — амортизирующая способность, легкий вес, низкая теплопроводность - делают их весьма привлекательными для использования в различных целях. Обычными вспенивающимися полимерами являются полиуретаны, полистирол, полиэтилен, полипропилен, силиконы, эпоксиды, ПВХ и пр. Вспененная структура состоит из изолированных (закрытых) или взаимопроникающих (открытых) пустот. В первом случае, когда пустоты закрыты, они могут заключать в себе газы. Оба тина структур схематически представлены на рис.11.
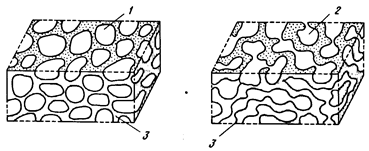
Рис.11. Схематическое изображение ячеистых структур открытого и закрытого типов, образующихся в процессе вспенивания
1- дискретные (закрытые) ячейки; 2 — взаимопроникающие (открытые) ячейки;
3 — стенки ячеек
Существует несколько методов для производства
вспененных или ячеистых пластиков. Один из них заключается в том, что через
расплавленный компаунд продувают воздух или азот до его полного вспенивания.
Процесс вспенивания облегчается при добавлении поверхностно-активных агентов.
По достижении требуемой степени вспенивания матрицу охлаждают до комнатной
температуры. В этом случае термопластичный материал затвердевает во вспененном
состоянии. Термореактивные жидкие форполимеры могут быть вспенены в холодном
состоянии, а затем нагреты до полного их отвердения. Обычно вспенивание
достигается добавлением в полимерную массу пено- или газообразователей. Такими
агентами являются низкомолекулярные растворители или определенные химические
соединения. Процесс кипения таких растворителей, как н-пентан и н-гексан, при
температурах отвердения полимерных материалов сопровождается интенсивным
процессом парообразования. С другой стороны, некоторые химические соединения
при этих температурах могут разлагаться с выделением инертных газов. Так,
азо-бис-изобутиронитрил термически разлагается, освобождая при этом большой
объем азота ![]() , выделяющийся в полимерную
матрицу в результате протекания реакции между изоцианатом и водой, также
используется для производства вспененных материалов, например пены
полиуретана:
, выделяющийся в полимерную
матрицу в результате протекания реакции между изоцианатом и водой, также
используется для производства вспененных материалов, например пены
полиуретана:
![]()
Поскольку полиуретаны получают по реакции полиола с диизоцианатом, то для вспенивания продукта реакции необходимо добавление дополнительных небольших количеств диизоцианата и воды.
Итак, большое количество паров или газов, выделяемых пено- и газообразователями, приводит к вспениванию полимерной матрицы. Полимерную матрицу во вспененном состоянии охлаждают до температур ниже температуры размягчения полимера (в случае термопластичных материалов) или подвергают реакции отвердения или сшивания (в случае термореактивных материалов), в результате матрица приобретает жесткость, необходимую для сохранения вспененной структуры. Этот процесс называется процессом "стабилизации пены". Если матрицу не охлаждать ниже температуры размягчения или не сшивать, наполняющие ее газы покидают систему пор и пена коллапсирует.
Пенопласты могут быть получены в гибкой, жесткой и полужесткой формах. Для того чтобы получить изделия из пенопласта напрямую, вспенивание следует проводить непосредственно внутри пресс-формы. Пенопластовые листы и стержни также могут быть использованы для производства различных изделий. В зависимости от природы полимера и степени вспенивания плотность пенопластов может составлять от 20 до 1000 кг/см3. Использование пенопластов весьма многообразно. Например, автомобильная промышленность использует большие количества пенопластов из ПВХ и полиуретана для обивки. Большую роль эти материалы играют и при изготовлении мебели. Жесткие полистирольные пенопласты широко используются для упаковки и теплоизоляции зданий. Пенорезины и пенополиуретаны используют для набивки матрасов и пр. Жесткие пенополиуретаны также применяются для теплоизоляции зданий и для изготовления протезов.
2.9 АРМИРОВАНИЕ
При армировании пластической матрицы высокопрочным волокном получают системы, называемые "армированные волокном пластики" (АВП). АВП обладают весьма ценными свойствами: их отличает высокое отношение прочности к весу, значительная коррозионная стойкость и простота изготовления. Методом армирования волокнами удается получать широкий круг изделий. Например, конструкторов, создателей космических кораблей при создании искусственных спутников в АВП прежде всего привлекает поразительно высокое отношение прочности к весу. Красивый внешний вид, небольшой вес и коррозионная стойкость позволяют использовать АВП для обшивки морских судов. Кроме того, АВП используют даже в качестве материала для танков, в которых хранят кислоты.
Остановимся теперь подробнее на химическом составе и физической природе этих необычных материалов. Как было отмечено выше, они представляют собой полимерный материал, специальные свойства которого обусловлены введением в него армирующих волокон. Основными материалами, из которых изготовляют армирующие волокна (как мелко нарезанные, так и длинные), являются стекло, графит, алюминий, углерод, бор и бериллий. Самые последние достижения в этой области связаны с использованием в качестве армирующих волокон полностью ароматического полиамида, что обеспечивает более чем 50%-ное уменьшение веса по сравнению с армированными пластиками на основе традиционных волокон. Для армирования также используются и натуральные волокна, такие, как сисал, асбест и пр. Выбор армирующего волокна прежде всего определяется требованиями, предъявляемыми к конечному продукту. Однако стеклянные волокна остаются и по сей день широко используемыми и до сих пор вносят основной вклад в промышленное производство АВП. Наиболее привлекательными свойствами стеклянных волокон являются низкий коэффициент термического расширения, высокая стабильность размеров, низкая стоимость производства, высокая прочность при растяжении, низкая диэлектрическая константа, не горючесть и химическая стойкость. Другие армирующие волокна используют в основном в тех случаях, когда требуются некоторые дополнительные свойства для эксплуатации АВП в специфических условиях, несмотря на их более высокую стоимость по сравнению со стеклянными волокнами.
АВП получают путем связывания волокон с полимерной матрицей и ее последующего отвердения под действием давления и температуры. Армирующие добавки могут быть в виде мелко порезанных волокон, длинных нитей и тканей. Основными полимерными матрицами, используемыми в АВП, являются полиэфиры, эпоксиды, фенолы, силиконы, меламин, производные винила и полиамиды. Большинство АВП получают на основе полиэфирных полимеров, главное достоинство которых составляет их низкая стоимость. Фенольные полимеры используют в тех случаях, когда требуется высокая термостойкость. Чрезвычайно высокие механические свойства АВП приобретают при использовании в качестве полимерной матрицы эпоксидных смол. Использование силиконовых полимеров придает АВП замечательные электрические и термические свойства.
В настоящее время существует несколько методов армирования пластикой. Наиболее часто используемыми из них являются: 1) метод наслоения листов вручную, 2) метод наматывания волокна и 3) метод пропитки распылением.
МЕТОД НАСЛОЕНИЯ ЛИСТОВ ВРУЧНУЮ. Вполне вероятно, что это самый простой метод армирования пластиков. В этом случае качество конечного продукта во многом определяется умением и мастерством оператора. Весь процесс состоит из следующих стадий. Вначале форму покрывают тонким слоем адгезионной смазки на основе поливинилового спирта, силиконового масла или парафина. Это делается для предотвращения прилипания конечного изделия к форме. Затем форму покрывают слоем полимера, поверх которого кладут стеклоткань или мат. Эту стеклоткань, в свою очередь, покрывают другим слоем полимера.
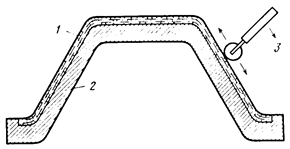
Рис.12. Схематическое изображение метода наслоения листов вручную
1 - чередующиеся слои полимера и стеклоткани; 2 - пресс-форма; 3 - прокатывающий ролик
Все это для однородного прижимания стеклоткани к полимеру и удаления пузырьков воздуха плотно прокатывают роликами. Количество чередующихся слоев полимера и стеклоткани определяет толщину образца (рис.12).
Затем при комнатной или повышенной температуре происходит отвердение системы. После отвердения армированный пластик снимают с формы и проводят зачистку и окончательную отделку. Этим методом получают листы, части автомобильного кузова, корпуса для судов, трубы и даже фрагменты зданий.
МЕТОД НАМАТЫВАНИЯ ВОЛОКОН. Этот метод очень широко используется для производства таких армированных пластических изделий, как цилиндры, выдерживающие высокие давления, цистерны для хранения химических веществ и корпуса моторов ракет. Он состоит в том, что непрерывную мононить, волокно, пучок волокон или тканую ленту пропускают через ванную со смолой и отвердителем. По мере выхода волокна из ванны избыток смолы отжимается. Пропитанные смолой волокна или ленту затем наматывают на сердечник требуемой формы и отверждают под действием температуры.

Рис.13. Схематическое изображение метода наматывания волокна
1- подающая катушка; 2 - непрерывная нить; 3 - узел для пропитки волокна и отжима смолы; 4 - сердечник; 5 - пропитанные смолой волокна, намотанные на сердечник
