

 Реферат: Переработка полимеров
Реферат: Переработка полимеров
В простейшем виде пресс-форма представляет собой систему из двух частей: одна из частей движущаяся, другая — стационарная (см. рис.6). Стационарная часть пресс-формы фиксируется на конце цилиндра, а подвижная снимается и надевается на нее.
При помощи специального механического устройства
пресс-форма плотно закрывается, и в это время происходит вспрыскивание
расплавленного пластического материала под давлением 1500 кг/см![]() . Закрывающее механическое
устройство должно быть сделано таким образом, чтобы выдерживать высокие
рабочие давления. Равномерное течение расплавленного материала во внутренних
областях пресс-формы обеспечивается ее предварительным нагревом до определенной
температуры. Обычно эта температура несколько ниже температуры размягчения
прессуемого пластического материала. После заполнения формы расплавленным
полимером ее охлаждают циркулирующей холодной водой, а затем открывают для
извлечения готового изделия. Весь этот цикл может быть повторен многократно как
в ручном, так и в автоматическом режиме.
. Закрывающее механическое
устройство должно быть сделано таким образом, чтобы выдерживать высокие
рабочие давления. Равномерное течение расплавленного материала во внутренних
областях пресс-формы обеспечивается ее предварительным нагревом до определенной
температуры. Обычно эта температура несколько ниже температуры размягчения
прессуемого пластического материала. После заполнения формы расплавленным
полимером ее охлаждают циркулирующей холодной водой, а затем открывают для
извлечения готового изделия. Весь этот цикл может быть повторен многократно как
в ручном, так и в автоматическом режиме.
ОТЛИВКА ПЛЕНОК. Метод отливки используют также и для производства полимерных пленок. В этом случае раствор полимера соответствующей концентрации постепенно выливают на движущийся с постоянной скоростью металлический пояс (рис.4), на поверхности которого и происходит образование непрерывного слоя полимерного раствора.
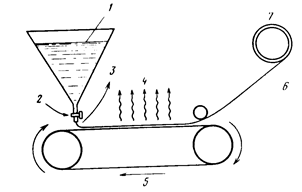
Рис.4. Схема процесса отливки пленок
/ — раствор полимера; 2 — распределительный клапан; 3 — раствор полимера растекается с образованием пленки; 4 — растворитель испаряется; 5 — бесконечный металлический пояс; 6 — непрерывная полимерная пленка; 7 — сматывающая катушка
При испарении растворителя в контролируемом режиме на поверхности металлического пояса происходит образование тонкой полимерной пленки. После этого пленка снимается простым отслаиванием. Этим способом получают большинство промышленных целлофановых листов и фотографических пленок.
2.5 ПРЯМОЕ ПРЕССОВАНИЕ
Метод прямого прессования широко используется для производства изделий из термореактивных материалов. На рис.5 представлена типичная пресс-форма, используемая для прямого прессования. Форма состоит из двух частей — верхней и нижней или из пуансона (позитивная форма) и матрицы (негативная форма). В нижней части пресс-формы имеется выемка, а в верхней — выступ. Зазор между выступом верхней части и выемкой нижней части в закрытой пресс-форме и определяет конечный вид прессуемого изделия.
В процессе прямого прессования термореактивный материал подвергается однократному воздействию температуры и давления. Применение гидравлического пресса с нагреваемыми пластинами позволяет получить желаемый результат.

Рис.5. Схематическое изображение пресс-формы, используемой в процессе прямого формования
1 — полость формы, наполненная термореактивным материалом; 2 — направляющие шипы; 3 — заусенец; 4 - сформованное изделие
Температура и давление при прессовании могут достигать 200 °С и 70 кг/см2 соответственно. Рабочие температура и давление определяются реологическими, термическими и другими свойствами прессуемого пластического материала. Выемка пресс-формы полностью заполняется полимерным компаундом. Когда под давлением пресс-форма закрывается, материал внутри нее сдавливается и прессуется в требуемую форму. Избыточный материал вытесняется из пресс-формы в виде тонкой пленки, которую называют "заусенец". Под действием температуры прессуемая масса отвердевает. Для освобождения конечного продукта из пресс-формы охлаждения не требуется.
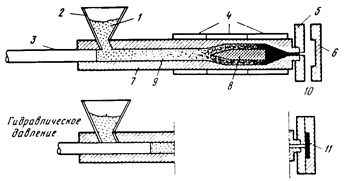
Рис..6. Схематическое изображение процесса литья под давлением
1 — компаундированный пластический материал; 2 — загрузочная воронка; 3 — поршень; 4 — электрический нагревательный элемент; 5 — стационарная часть формы;
6 — подвижная часть формы; 7 — основной цилиндр; 8 - торпеда; 9 - размягченный пластический материал; 10 — пресс-форма; 11 - изделие, сформованное методом литья под давлением
2.6 ФОРМОВАНИЕ
ПНЕВМОФОРМОВАНИЕ. Большое количество полых пластических изделий производят методом пневмоформования: канистры, мягкие бутылки для напитков и пр. Пневмоформованию могут быть подвергнуты следующие термопластичные материалы: полиэтилен, поликарбонат, поливинилхлорид, полистирол, найлон, полипропилен, акрилы, акрилонитрил, акрилонитрил-бутадиенсти-рольнын полимер, однако по ежегодному потреблению первое место занимает полиэтилен высокой плотности.
Пневмоформование ведет свое происхождение от стеклодувной промышленности. Схема этого процесса дана на рис.7.
Горячую размягченную термопластичную трубку, называемую "заготовкой", помещают внутрь полой формы, состоящей из двух частей. Когда форма закрыта, обе ее половины зажимают один конец заготовки и иглу для подачи воздуха, расположенную на другом конце трубки.
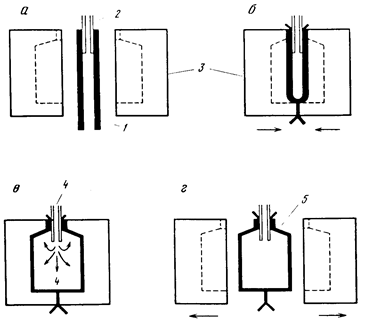
Рис.7. Схематическая диаграмма, объясняющая стадии процесса пневмоформования
а — заготовка, помещенная в открытую пресс-форму; б — закрытая пресс-форма;
в — вдувание воздуха в пресс-форму; г — открывание пресс-формы. 1— заготовка;
2 - игла для подачи воздуха; 3 - пресс-форма; 4 - воздух; 5 - изделие, изготовленное методом пневмоформования
Под действием давления, подаваемого из компрессора через иглу, горячая заготовка раздувается как шар до плотного соприкосновения с относительно холодной внутренней поверхностью формы. Затем форму охлаждают, открывают и вынимают готовое твердое термопластичное изделие.
Заготовка для пневмоформования может быть получена методом литья под давлением или экструзии, и в зависимости от этого метод называют соответственно литьем под давлением с раздувкой или пневмоформованием с экструзией.
ФОРМОВАНИЕ ЛИСТОВЫХ ТЕРМОПЛАСТОВ. Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из пластиков. Этим методом из листов акрилонитрилбутадиенстирола получают даже такие крупные изделия, как корпуса подводных лодок.
Схема этого Процесса такова. Термопластичный лист нагревают до температуры его размягчения. Затем пуансон впрессовывает горячий гибкий лист в матрицу металлической пресс-формы (рис.9), при этом лист принимает определенную форму. При охлаждении сформованное изделие затвердевает и извлекается из пресс-формы.
В модифицированном методе под действием вакуума горячий лист засасывается в полость матрицы и принимает требуемую форму (рис.10). Этот метод называется методом вакуумного формования.
2.7 ЭКСТРУЗИЯ
Экструзия является одним из самых дешевых методов производства широко распространенных пластических изделий, таких, как пленки, волокна, трубы, листы, стержни, шланги и ремни, причем профиль этих изделий задается формой выхлопного отверстия головки экструдера. Расплавленный пластик при определенных условиях выдавливают через выходное отверстие головки экструдера, что и придает желаемый профиль экструдату. Схема простейшей экструзионной машины показана на рис.8.
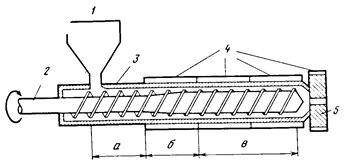
Рис 8. Схематическое изображение простейшей экструзионной машины
1 — загрузочная воронка; 2 - шнек; 3 - основной цилиндр; 4 — нагревательные элементы; 5 — выходное отверстие головки экструдера, а — зона загрузки; б — зона сжатия; в ~ зона гомогенизации
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации (в) (см. рис 9).
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания.
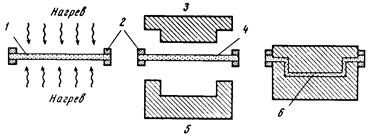
Рис. 9. Схема процесса формования листовых термопластов
1 — лист термопластического материала; 2 — зажим; 3 — пуансон; 4 — размягченный нагревом лист; 5 — матрица; 6 — изделие, полученное методом формования листовых термопдастов
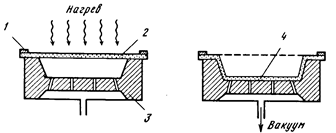
Рис.10. Схема процесса вакуумного формования термопластов
1 — зажим; 2 — лист термопласта; 3 — пресс-форма; 4 — изделие, полученное методом вакуумного формования термопластов
В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает ее. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека.
Под действием давления, создаваемого в этой части экструдера, расплав полимера подается на выходное отверстие головки экструдера и выходит из него с желаемым профилем. Из-за высокой вязкости некоторых полимеров иногда требуется наличие еще одной зоны, называемой рабочей, где полимер подвергается воздействию высоких сдвиговых нагрузок для повышения эффективности смешения. Экструдированный материал требуемого профиля выходит из экструдера в сильно нагретом состоянии (его температура составляет от 125 до 350°С), и для сохранения формы требуется его быстрое охлаждение. Экструдат поступает на конвейерную ленту, проходящую через чан с холодной водой, и затвердевает. Для охлаждения экструдата также применяют обдувку холодным воздухом и орошение холодной водой. Сформованный продукт в дальнейшем или разрезается или сматывается в катушки.
