

 Реферат: Термическая обработка металлов. Композиционные материалы
Реферат: Термическая обработка металлов. Композиционные материалы
Реферат: Термическая обработка металлов. Композиционные материалы
Реферат по дисциплине «Материаловедение» выполнил Ковалёв В.В.
Тираспольский межрегиональный университет
Типасполь, 2005
1. Теория и технология термической обработки. Виды термической обработки. Отжиг, нормализация, закалка, старение, улучшение.
Термической обработкой называют процессы, связанные с нагревом и охлаждением, вызывающие изменения внутреннего строения сплава, и в связи с этим изменения физических, механических и других свойств.
Термической обработке подвергают полуфабрикаты (заготовки, поковки, штамповки и т. п.) для улучшения структуры, снижения твердости, улучшения обрабатываемости, и окончательно изготовленные детали и инструмент для придания им требуемых свойств.
В результате термической обработки свойства сплавов могут меняться в широких пределах. Например, можно получить любую твердость стали от 150 до 250 НВ (исходное состояние) до 600—650 НВ (после закалки). Возможность значительного повышения механических свойств с помощью термической обработки по сравнению с исходным состоянием позволяет увеличить допускаемые напряжения, а также уменьшить размеры и вес детали.
Основоположником теории термической обработки является выдающийся русский ученый Д. К. Чернов, который в середине XIX в., наблюдая изменение цвета каления стали при ее нагреве и охлаждении и регистрируя температуру «на глаз», обнаружил критические точки (точки Чернова).
Основными видами термической обработки стали являются отжиг, нормализация, закалка и отпуск.
Отжиг. Отжигом называют операцию нагрева, выдержки при заданной температуре и охлаждения заготовок. Академик А. А. Бочвар дал определение двух родов отжига: отжиг первого рода — приведение структуры из неравновесного состояния в более равновесное (возврат или отдых, рекристаллизационный отжиг, или рекристаллизация, отжиг для снятия внутренних напряжений и диффузионный отжиг или гомогенизация); отжиг второго рода — изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур; к отжигу второго рода относятся полный, неполный и изотермический отжиги.
Рассмотрим виды отжига применительно к стали.
Возврат стали — нагрев до температуры 200—400 °С для уменьшения или снятия наклепа. При возврате наблюдается уменьшение искажений в кристаллических решетках у кристаллов и частичное восстановление физико-химических свойств.
Рекристаллизационный отжиг (рекристаллизация) стали происходит при температуре 500—550 °С; отжиг для снятия внутренних напряжений — при температуре 600—700 °С. Эти виды отжига применяют для заготовок, обработанных давлением (прокаткой, волочением, ковкой, штамповкой). При рекристаллизационном отжиге деформированные вытянутые зерна становятся равноосными, в результате твердость снижается, а пластичность и ударная вязкость повышаются. Для полного снятия внутренних напряжений в стали нужна температура не менее 600 °С.
Охлаждение после выдержки при заданной температуре должно быть достаточно медленным; при ускоренном охлаждении вновь возникают внутренние напряжения.
Диффузионный отжиг применяют в тех случаях, когда в стальных заготовках имеется внутрикристаллическая ликвация. Выравнивание состава в зернах аустенита достигается диффузией углерода и других компонентов наряду с самодиффузией железа. В результате сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называется также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой (1100 -1200 °С), однако нельзя допускать пережога и оплавления зёрен. При пережоге кислород воздуха окисляет железо, проникает в толщу его, в результате образуются кристаллиты, разобщенные оксидными оболочками. Пережжённые заготовки являются неисправимым браком.
При полном отжиге понижаются твердость и прочность стали; этот отжиг связан с фазовой перекристаллизацией при температурах точек Ас1 и Ac3. В результате полного отжига структура стали становится близкой к равновесной, что способствует лучшей обрабатываемости резанием и штамповкой. Полный отжиг используют также как окончательную операцию термической обработки заготовок. Для полного отжига сталь нагревают на 30—50° выше температуры линии GSK и медленно охлаждают. Операция выполняется с охлаждением заготовок в печи при частичном подогреве, чтобы скорость охлаждения былa в пределах 10—100 °С/ч для легированной стали и 150—200 оС/ч для углеродистой стали.

Отжигом достигается также измельчение зерна. Крупнозернистая структура получается, например, в результате перегрева стали, такая структура называется видманштетовой. На рис. 1 приведена видманштетовая структура доэвтектоидной стали (х50); она характерна расположением феррита (светлые участки) и перлита в виде вытянутых пластин под различными углами друг к другу.
В заэвтектоидных сталях видманштетовая структура характеризуется штрихообразным расположением избыточного цементита.
Неполный отжиг связан с фазовой перекристаллизацией лишь при температуре точки Ас1, его применяют после горячей обработки давлением, когда у заготовок мелкозернистая структура.
Для доэвтектоидной стали этот отжиг Рис. 1. используют в целях улучшения обрабатываемости резанием.
Отжиг на зернистый перлит служит для повышения пластичности и вязкости стали и уменьшения ее твердости. Для получения зернистого перлита заготовки нагревают несколько выше точки Ac1 и выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем производят охлаждение до температуры несколько ниже Аr1 и выдерживают при такой температуре несколько часов.
При изотермическом отжиге после нагрева и выдержки заготовки быстро охлаждают до температуры несколько ниже точки Аr1 и выдерживают при этой температуре до полного распада аустенита в перлит, после чего охлаждают на воздухе. Применение изотермического отжига обеспечивавает повышение производительности труда, например, обычный отжиг легированной стали длится 13-15 ч, а изотермический – 4-7 ч.
Нормализация. При нормализации сталь после нагрева охлаждается не в печи, а на воздухе в цехе, что экономичнее. Нагрев ведется до полной перекристаллизации (на 30—50° выше точек Ас3, и Аст); в результате нормализации сталь приобретает мелкозернистую и однородную структуру. Твердость и прочность стали после нормализации выше, чем после отжига. Структура низкоуглеродистой стали после нормализации ферритно-перлитная, но более дисперсная, чем после отжига, а у средне- и высокоуглеродистой сталей — сорбитная; нормализация может заменить для первой отжиг, а для вторых — закалку с высоким отпуском. Часто нормализацией улучшают структуру перед закалкой.
Закалка и отпуск стали.
Целью закалки и отпуска стали является повышение твердости и прочности. Закалка и отпуск стали необходимы для очень многих деталей и изделий. Закалка основана на перекристаллизации при нагреве и предотвращении перехода аустенита в перлит путем быстрого охлаждения. Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Чаще всего сталь резко охлаждают на мартенсит. Для смягчения действия закалки сталь отпускают, нагревая до температуры ниже точки А1. При отпуске структура стали из мартенсита закалки переходит мартенсит отпуска, троостит отпуска, сорбит отпуска.
Закалка стали. Температура нагрева стали при закалке та же, что и при полном отжиге: для доэвтектоидной стали на 30—50 °С выше точки Ас3, для заэвтектоидной — на 30—50° выше точки Aс1. При нагреве доэвтектоидной стали до температуры между точками Ас1 и Ac3 (неполная закалка) в структуре быстро охлажденной стали наряду с закаленными участками будет присутствовать нерастворенный при нагреве (в аустените) феррит, резко снижающий твердость и прочность. Поэтому для доэвтектоидной стали обязательна полная закалка с нагревом выше точки Ас3.
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мартенситу и даже превосходит его, поэтому сталь достаточно нагреть на 30—50 °С выше точки Ас1.
Нагревать заготовки, особенно крупные, нужно постепенно во избежание местных напряжений и трещин, а время выдержки нагретых заготовок должно быть достаточным, чтобы переход в структуру аустенита полностью завершился.
Скорость охлаждения заготовок при закалке должна быть такой, чтобы получить заданную структуру. Критическая скорость закалки изменяется в широких пределах в зависимости от наличия легирующих компонентов в стали. Для простых сплавов железо—углерод эта скорость очень высока. Присутствие в стали кремния и марганца облегчает закалку на мартенсит, так как для такой стали С-образные кривые на диаграмме изотермического превращения аустенита будут сдвинуты вправо и критическая скорость закалки понижается.
Наиболее распространено охлаждение заготовок погружением их в воду, в щелочные растворы воды, в масло, расплавленные соли и т. д. При этом сталь закаливается на мартенсит или на бейнит.
При закалке применяют различные способы охлаждения в зависимости от марки стали, формы и размеров заготовки.
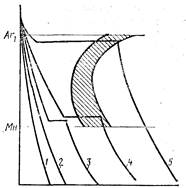
Простую закалку в одном охладителе (чаще всего в воде или водных растворах) выполняют, погружая в него заготовки до полного охлаждения. На рис. 2 режим охлаждения при такой закалке характеризует кривая 1.
Для получения наибольшей глубины закаленного слоя применяют охлаждение при интенсивном обрызгивании.
Прерывистой закалкой называют такую, при которой заготовку охлаждают последовательно в двух средах: первая среда — охлаждающая жидкость (обычно вода), вторая — воздух или масло (см. кривую 2 на рис. 2). Резкость такой закалки меньше, чем предыдущей. Рис. 2.
