

 Реферат: Разработка технологии плавки стали в электродуговой печи ДСП-80 и расчет ее механизма
Реферат: Разработка технологии плавки стали в электродуговой печи ДСП-80 и расчет ее механизма
Аналитический
расчет шихтовых
материалов
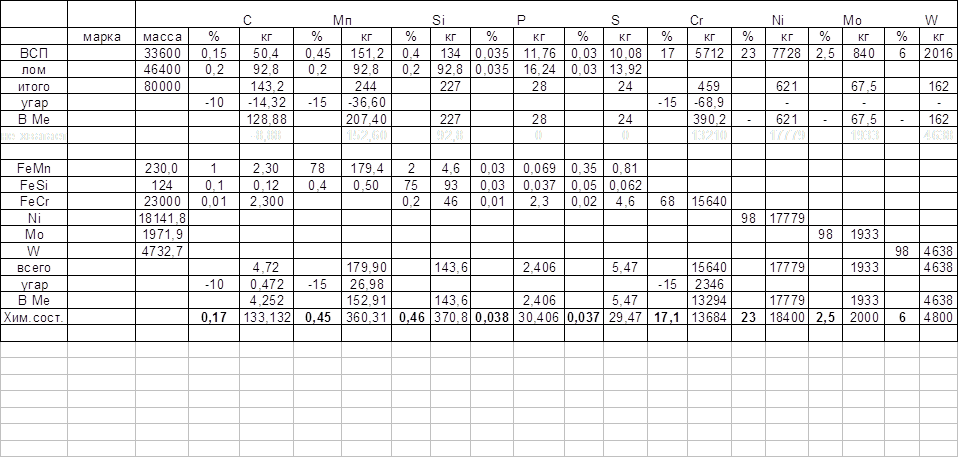
Аналитический расчет шихтовых материалов для выплавки стали 15Х18Н22В6М2Л
Сталь 15Х18Н22В6М2Л ГОСТ 977-85
Химический состав стали:
С= 0,1…0,2%; Mn= 0,3…0,6%; Si= 0,2…0,6%; P< 0,03%; S< 0,035%;Ni= 20…24%; Cr= 16…18%; Mo= 2…3%; W= 5…7%
Принимаем усредненный состав:
С=0,15%; Mn=0,45%; Si=0,4%; P<0,03%; S<0,035%;Ni=22%; Cr=17%; Mo=2,5%; W= 6%
Угар элементов составляет: С= -10%, Mn= - 15%, Cr = -15%
Определяем количество возврата собственного производства( ВСП) в металлозавалке:
![]() кг
кг
Определяем количество стального лома в металлозавалке:
![]() кг
кг
Определяем необходимое количество марганца в стале:
![]() кг
кг
Марганца не хватает 360-207=153 кг ![]()
![]()
![]() кг
кг
Определяем необходимое количество кремния в стале:
![]() кг
кг
Кремния не хватает 320-227=93 кг
![]() кг
кг
Определяем необходимое количество хрома в стале:
![]() кг
кг
Марганца не хватает 13600-390=13210 кг ![]()
![]()
![]() кг
кг
Определяем необходимое количество никеля в стале:
![]() кг
кг
Кремния не хватает 18400-621=17779 кг
![]() кг
кг
Для того чтобы получить плотные, без дефектов литые изделия необходимо провести окончательное раскисление в ковшах вторичным алюминием из расчета 1,2кг/т, всего 96кг
Расчет механизма подъема свода печи
Расчет механизма подъема свода печи заключается в расчете мощности электродвигателя.
При передаточном числе редуктора i=25 шаге винта s=24 мм и скорости электродвигателя n=1000 об/мин скорость подъема свода
![]() м/мин
м/мин
Время подъема на высоту h=500мм
![]() сек.
сек.
Вес свода равен 50т
Коэффициент полезного действия привода η=0,29
Мощность электродвигателя
![]() квт
квт
На основании приведенных данных произведем расчет червячного редуктора
Номинальные частоты вращения и угловые скорости валов редуктора:
![]() об/мин
об/мин
![]() рад/с
рад/с
![]() об/мин
об/мин
![]() рад/с
рад/с
Вращающие моменты
![]() Н*м
= 117,6
10³ Н*мм
Н*м
= 117,6
10³ Н*мм
![]() Н*мм
Н*мм
Для венца червячного колеса примем бронзу Бр010Ф1, отлитую в кокиль; для червяка – углеродистую сталь с твердостью HRC>45. В этом случае основное контактное напряжение [σH]’= 221 МПа. Расчетное допускаемое напряжение [σН]= [σН]’KFL тогда [σН]= 221*0,67=148 МПа.
Число витков червяка Z1 принимаем в зависимости от передаточного числа: при u= 25 принимаем Z1=2
Число зубьев червячного колеса
Z2=Z1*u=2*25=50
Принимаем предварительно коэффициент диаметра червяка q=12,5 и коэффициент нагрузки К=1,2
Определяем межосевое расстояние из условия контактной прочности
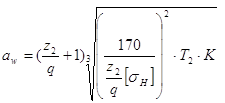 =
=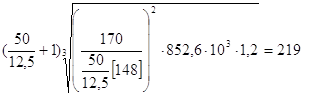 мм
мм
Модуль
![]() мм
мм
Принимаем по ГОСТ 2144-76 стандартные значения m=8мм и q=12,5, а также Z2=50 и Z1=2
Тогда пересчитываем межосевое расстояние по стандартным значениям m, q и Z2:
![]() мм
мм
Основные размеры червяка:
Делительный диаметр червяка
![]() мм
мм
Диаметр вершин витков червяка
![]() мм
мм
Диаметр впадин витков червяка
![]() мм
мм
длина нарезанной части шлифованного червяка
![]() 147
мм
147
мм
делительный угол подъема γ при Z1=2 и q=12,5 угол γ=9°05’
Основные размеры венца червячного колеса
Делительный диаметр червячного колеса
![]() мм
мм
Диаметр вершин витков червяка
![]() мм
мм
Диаметр впадин витков червяка
![]() мм
мм
наибольший диаметр червячного колеса
![]() мм
мм
ширина венца червячного колеса
![]() 87
мм
87
мм
окружная скорость червяка
![]() м/с
м/с
скорость скольжения
![]() м/с
м/с
Уточняем КПД редуктора
При скорости Vs = 5,16 м/с при шлифованном червяке приведенный угол трения ρ΄=1°.
КПД редуктора с учетом потерь в опорах, потерь на разбрызгивание и перемещение масла
![]() =
=![]()
выбираем 7-ю степень точности передачи и находим значение коэффициента динамичности Кv = 1,1
Коэффициент неравномерности распределения нагрузки
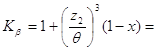
![]()
коэффициент нагрузки
![]()
Проверяем контактное напряжение
 МПа<
МПа<
Проверяем прочность зубьев червячного колеса на изгиб.
Эквивалентное число зубьев
![]()
Коэффициент формы зуба YF=2,18
Напряжение изгиба
![]() МПа
МПа
Основное допускаемое напряжение изгиба для реверсивной работы [σ-1F]’=51
Расчетное допускаемое напряжение [σ-1F]= [σ-1F]’KFL
Коэффициент долговечности примем по его минимальному значению KFL=0,543
Таким образом [σ-1F]= [σ-1F]’0,543=51*0,543=27,6 МПа.
Прочность обеспечена, так как [σF]< [σ-1F]
Расчет валов редуктора
Диаметр выходного конца ведущего вала по расчету на кручение при [τk] = 25 МПа
 28,6мм
28,6мм
Но для соединения его с валом электродвигателя примем dв1= dдв=32мм; диаметры подшипниковых шеек dп1=45мм.
Расстояние между опорами червяка примем l1=dаМ2=430мм
Ведомый вал
Диаметр выходного вала
Принимаем ![]() мм
мм
Диаметры подшипниковых шеек dп2=65мм, диаметр вала в месте посадки червячного колеса dк2=70.
Диаметр ступицы червячного колеса
![]() мм
мм
Принимаем ![]() мм
мм
Длина ступицы червячного колеса
![]() мм
мм
Принимаем ![]() мм
мм
Технико-экономические
показатели
Длительность плавки на печах емкостью 5-100т составляет 3,5-6,5 ч. Длительность заправки возрастает с 15-20 до 35 мин при росте емкости печи, длительность завалки равна 5-10 мин. Продолжительность периода плавления составляет 1,2-3,0 ч, возрастая при увеличении емкости печи. Длительность окислительного периода изменяется в пределах 0,5-1,5 ч. Длительность восстановительного периода обычно уменьшается при росте емкости печи для 80–т печах составляет 30-40 мин.
Выход годных слитков по отношению к массе шихты при выплавке стали составляет 88-90% ; выход годных слитков по отношению к массе жидкого металла равен 98- 98,5% для слитков массой 4-6,5т и 97-97,5% для 1-2т.
Простои составляют 4-9% календарного времени. Доля исходных материалов в себестоимости 90-94% для высоколегированных сталей.
Важным техническим показателем процесса электроплавки является расход электроэнергии на 1т стали.Расход электроэнергии колеблется в пределах от 500 до 1000 квт*ч на 1т. Эти величины приблизительно соответствуют расходу теплоты 500-900 тыс. кал, что на 25-35% меньше расхода теплоты в мартеновском процессе.
Некоторые технико-экономические показатели плавки в электродуговой печи
|
Средняя продолжительность плавки в ч Средняя стойкость свода – количество плавок Средняя стойкость стен – количество плавок Количество ремонтов в месяц Расход огнеупорного кирпича в кг/т Расход электроэнергии в квт ч/т |
4 20 50 3 97 750 |
Для увеличения показателей необходимо увеличивать мощность трансформатора, вести плавку на одном шлаке, применять кислород, электромагнитное перемешивание, вдувание порошков и т.д.
В печах большой емкости при выплавке углеродистых сталей на твердой завалке и использовании кислорода получены следующие примерные показатели процесса: производительность 26,8 т/ч, удельный расход электроэнергии 500 квт ч/т, расход электродов 4,6 кг/т, расход огнеупорного кирпича для стен электропечи 1кг/т, расход кирпича для свода 1,2 кг/т, расход кислорода 1,4 м³/т.
С определенным эффектом используют и вдувание в металл различных порошков. Например, вдувание в расплавленную сталь в струе кислорода смеси извести и плавикового шпата в течении 6-10 мин позволяет снизить в стали содержание фосфора с 0,07 до 0,01%. Удельный расход кислорода при этом составляет 4-5 м³/т, расход извести и плавикового шпата соответственно составлял 20-6,5 кг/т. В других случаях для науглероживание стали, вдувают смесь пылевидного графита и кокса.
При дефицитности электроэнергии экономически целесообразно вести плавку в электродуговых печах, применяя топливно-кислородные горелки. Использование в качестве топлива пропан заменяется 1 кг пропана 10-11 квт ч электроэнергии. Горелки используют при выключенном электрическом токе на протяжении части периода расплавления, в этом случае горелка компенсирует до 60% теплоты, требующейся для расплавления шихты при включенном электрическом токе в течении всего периода расплавления. Расход электроэнергии сокращается на 30-35%. Продолжительность плавки увеличивается на 20%. Горелки работают в течение всего времени плавки при сокращенной на 50% электроэнергии. В этом случае за счет топлива вводят в электрическую печь около 45% требующейся теплоты. Общий расход электроэнергии сокращается на 20%, а максимально необходимая мощность в отдельные моменты плавки на 50%.
Преимущество использования горелок является возможность применения электрооборудования с меньшей установочной мощностью, в результаты чего сокращаются капитальные затраты на строительство плавильного агрегата. Производительность печи повышается на 6-7%.Горелки могут быть использованы при полной подаче электроэнергии до момента расплавления примерно 50% шихты. Затем расплавление продолжается при уменьшенном на 50% количестве подаваемой электроэнергии. Общий расход электроэнергии сокращается на 20%, продолжительность плавки на 25%, производительность печи увеличивается на 30%.
Список использованной литературы
1. Леви Л.И. Основы теории металлургических процессов и технология плавки литейных сплавов. - М.: Машиностроение,1970.- 496с.
2. Воскобойников. В. Г. Общая металлургия. - М.: Металлургия ,1985.- 480с.
3. Толоконников Л.С. Расчет механизмов электродуговых печей. - М.: Металлургия ,1964.- 286с.
4. Дуговые сталеплавильные печи. Атлас конструкций - М.: Металлургия,1976.-172с.
