

 Реферат: Проектирование дереворежущих фрез
Реферат: Проектирование дереворежущих фрез
|
Ширина ступицы b, мм |
20 | 25 | 30 | 36 | 40 | 45 | 50 |
|
Ширина опорных поясков l, мм |
- | 8 | 10 | 12 | 12 | 15 | 15 |
Диаметр выточки d', мм:
|
d' = d + 2. |
(10) |
18. Для уменьшения массы фрезы с обоих ее сторон делают кольцевые выточки. Выточки делают на токарном станке.
Диаметры кольцевых выточек d2 и d3 принимают конструктивно, но так, чтобы выточка не подходила бы к нижней профильной поверхности затылка зуба ближе, чем на 2...3 мм.
Глубина выточки b2 при симметричном расположении ступицы, мм:
|
|
(11) |
где b1 - величина превышения опорной поверхности ступицы над дном выточки; b1 = 1,5...3,0 мм.
Глубина выточки b'2 и b"2 при несимметричном расположении ступицы, мм:
|
b'2 = (B - b) x + b1, b"2 = (B - b)(1 - x) + b1, |
(12) |
где х - коэффициент несимметричности.
При х = 0...0,49 ступица смещена вправо, при х = 0,51...1,0 ступица смещена влево, при х = 0,5 ступица расположена симметрично.
Углы выточки скругляют галтельно радиусом r = 1,5...2,0 мм.
19. Вертикальные линии зубьев выполняют с поднутрением или боковой обточкой затылка (см. анализ профиля детали).
20. При окончательном оформлении чертежа линии построения убирают, а видимые линии обводят.
ПРОФИЛИРОВАНИЕ ЗАТЫЛКОВ ЗУБЬЕВ
Профилирование затылка зуба есть процесс определения размеров профиля затылка в радиальном сечении по заданному профилю обрабатываемой детали.
Различают два метода профилирования: графический и аналитический. Первый метод обладает хорошей наглядностью, но невысокой точностью, второй метод обеспечивает высокую точность, но не дает наглядности. Профилирование затылка зуба фрезы возможно кривыми спиралями Архимеда или дугами окружности.
Профилирование с затыловкой зубьев по спирали Архимеда.
Процесс профилирования задней поверхности зуба выполняют в следующем порядке.
1. Внизу слева на поле чертежа вычерчивают в масштабе профиль обрабатываемой детали (рис. 9 ).
2. Кривую поверхность профиля произвольно делят на несколько (например 7) участков с граничными точками 1...8. Эти точки сносят вправо горизонтальными прямыми линиями на вертикальную ось фрезы и получают соответственно точки 10...80.
3. Радиусом фрезы из центра О, лежащего на вертикальной оси 10...80, через точку 10 проводят внешнюю окружность фрезы. В точке пересечения этой окружности с горизонтальной линией 8...80 размещают вершину зуба а. Под передним уточненным углом g проводят переднюю грань зуба.
4. Строят затыловочную грань зуба по спирали Архимеда. Для этого центральный угол зуба 360°/Z делят на произвольное число n (например 7) равных углов 360°/(Z n) и откладывают их на внешней окружности фрезы, получая точки а, б, в, г и т. д.
Величину падения кривой затылка k находят по формуле k = p D tga/Z и тоже делят на число n и получают величину падения кривой затылка на длине одного участка kn = k/n. Затем в конце первого участка от точки б по радиусу фрезы откладывают значение 1 kn = бб’, в конце второго участка от точки в откладывают значение 2 kn = вв’, в конце третьего – 1 kn = гг’ и т. д. Полученные точки а’, б', в', г' и другие соединяют спиралью Архимеда, которая образует внешнюю затыловочную кривую.
5. На секущей плоскости А - А отмечают положение проецируемых точек 1...8.
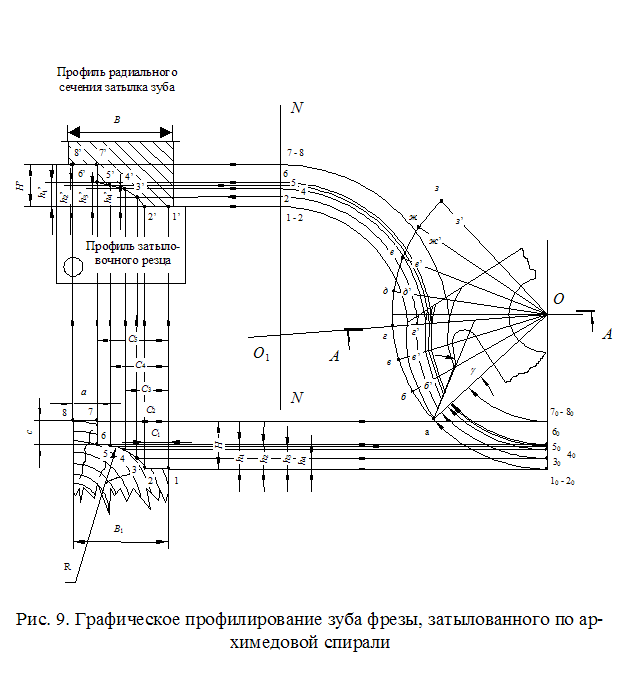
Находят точку пересечения секущей плоскости А - А с линией
N - N,
параллельной вертикальной оси фрезы. Из центра О1 точки 1...8
переносятся из секущей плоскости на линию N
- N. Из полученных точек линии N - N проводят
горизонтальные линии, точки пересечения указанных линий с вертикальными линиями,
проведенных из соответствующих точек профиля детали, лежат на искомой кривой
линии радиального сечения затылка зуба. Контрпрофиль радиального сечения
затылка зуба является профилем затыловочного резца, с помощью которого формируются
затылки зубьев.
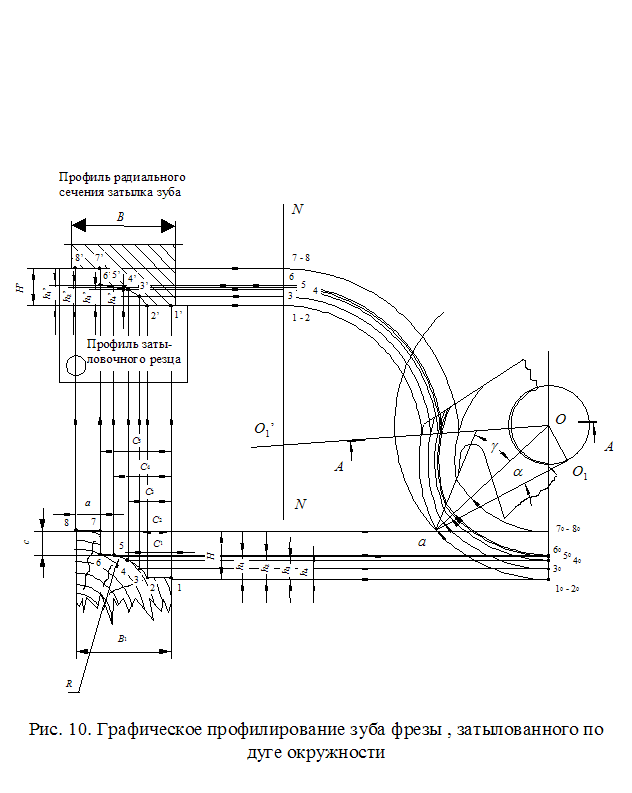
Профилирование с затыловкой
зубьев по дуге окружности.
Порядок профилирования во многом схож с тем, что описано выше. Первые три пункта сходятся полностью.
Для построения затыловочных кривых надо найти центр О1 (рис. 10), который лежит в точке касания радиуса затылка к окружности с радиусом r2 = D sina/2. Из центра О1 проводят затыловочные дуги. Через центр О1 проходит радиальная секущая плоскость А - А. Остальные построения совпадают полностью с вышеописанными.
Аналитический метод профилирования. При аналитическом методе профилирования ординаты радиального сечения затылка зуба hзат находятся по ординатам характерных точек профиля обрабатываемой детали hпроф по формулам:
при затыловке по спирали Архимеда
|
hзат = hпроф - y D tga; |
(13) |
при затыловке по дуге окружности
|
|
(14) |
где y - центральный угол между радиусами фрезы, один из которых проходит через вершину зуба, а другой через точку пересечения передней грани с нижней затыловочной кривой, град; y = gн - g.
Чертеж выполняется в соответствии с требованиями ЕСКД и действующих ГОСТов (рис.9).
Чертеж фрезы является техническим документом, определяющим форму, размеры, точность, материал, термообработку и другие сведения, необходимые для ее изготовления и контроля.
Чертеж должен содержать минимальное число видов, разрезов и сечений, но достаточное для определения ее формы и возможности постановки размеров. На нем указывают размеры, их предельные отклонения, отклонения формы, расположения, шероховатость поверхностей и другие параметры фрезы, которые она должна иметь в результате окончательного изготовления.
Чертеж должен быть снабжен основной надписью (штампом).
При простановке значений угловых параметров следует учесть, что вместо среднего угла a на чертеже проставляют размер падения кривой затылка зуба k в пределах центрального угла одного зуба. Поскольку построение одного затылка велось не по спирали Архимеда, а по дугам окружности,. то значение k рассчитывают по формуле (3).
Посадочное отверстие выполняют с посадкой Н и квалитетом 7, например Æ25 Н7. Шероховатость поверхностей фрезы указывают с параметром Ra.
Рекомендуемый перечень технических требований.
1. HRCэ = 57...61.
2. Неуказанные предельные отклонения размеров: отверстий Н14, валов h14, остальных ± IT14/2.
3. Радиальное биение зубьев не более 0,05 мм.
4. Торцевое биение боковых режущих кромок не более 0,04 мм.
5. Допустимый дисбаланс не более 5 г×см (принимают 1 г×см на каждый килограмм массы фрезы, если ее масса не превосходит 10 кг).
6. Все нешлифованные поверхности обдуть песком.
7. Фрезу испытать на разрыв при частоте вращения n = 1,5 nраб, где nраб - рабочая частота вращения.
8. Покрытие хим. окс. прм.
1. Глебов И. Т., Неустроев Д. В. Справочник по дереворежущему инструменту. – Екатеринбург: Урал. гос. лесотехн. акад., 2000.– 253 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ. 3
ОСНОВНЫЕ ПОНЯТИЯ.. 3
АНАЛИЗ ПРОФИЛЯ ДЕТАЛИ.. 4
ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ ФРЕЗЫ.. 6
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ ФАСОННОЙ ФРЕЗЫ 9
ПРОФИЛИРОВАНИЕ ЗАТЫЛКОВ ЗУБЬЕВ.. 14
ОФОРМЛЕНИЕ ЧЕРТЕЖА.. 17
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.. 18
