

 Реферат: Отчет по общеметаллургической практике
Реферат: Отчет по общеметаллургической практике
При работе с порошками учитывают их токсичность и пирофорность. Практически все порошки оказывают вредное воздействие на организм человека. Пирофорность, т.е. способность к самовозгоранию при соприкосновении с воздухом, может привести к воспламенению порошка и даже взрыву. Поэтому при работе с порошками строго соблюдают специальные меры безопасности. Физические свойства частиц характеризуют; форма, размеры и гранулометрический состав, удельная поверхность, плотность и микротвердость.
Формование металлических порошков.
Целью формования порошка является придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий. Формование включает следующие операции: отжиг, классификацию, приготовление смеси, дозирование и формование.
Отжиг порошков применяют с целью повышения их пластичности и прессуемости за счет восстановления остаточных окислов и снятия наклепа. Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при температуре 0,4...0,6 абсолютной температуры плавления металла порошка. Наиболее часто отжигают порошки, полученные механическим измельчением, электролизом и разложением карбонилов.
Классификация порошков - это процесс разделения порошков по величине частиц. Порошки с различной величиной частиц используют для составления смеси, содержащей требуемый процент каждого размера. Классификация частиц размером более 40 мкм производят в проволочных ситах. Если свободный просев затруднен, то применяют протирочные сита. Более мелкие порошки классифицируют на воздушных сепараторах.
Приготовление смесей. В производстве для изготовления изделий используют смеси порошков разных металлов. Смешивание порошков есть одна из важных операций и задачей ее является обеспечение однородности смеси, так как от этого зависят конечные свойства изделий. Наиболее часто применяют механическое смешивание компонентов в шаровых мельницах и смесителях. Соотношение шихты и шаров по массе 1:1. Смешивание сопровождается измельчением компонентов. Смешивание без измельчения проводят в барабанных, шнековых, лопастных, центробежных, планетарных, конусных смесителях и установках непрерывного действия.
Равномерное и быстрое распределение частиц порошков в объеме смеси достигается при близкой по абсолютной величине плотности смешиваемых компонентов. При большой разнице абсолютной величины плотностей наступает расслоение компонентов. В этом случае полезно применять раздельную загрузку компонентов по частям: сначала более легкие с каким-либо более тяжелым, затем остальные компоненты. Смешивание всегда лучше происходит в жидкой среде, что не всегда экономически целесообразно из-за усложнения технологического процесса.
При приготовлении шихты некоторых металлических порошков высокой прочности (вольфрама, карбидов металлов) для повышения формуемости в смесь добавляют пластификаторы - вещества смачивающие поверхность частиц. Пластификаторы должны удовлетворять требованиям: обладать высокой смачивающей возможностью, выгорать при нагреве без остатка, легко растворяться в органических растворителях. Раствор пластификатора обычно заливают в перемешиваемый порошок, затем смесь сушат для удаления растворителя. Высушенную смесь просеивают через сито.
Дозирование - это процесс отделения определенных объемов смеси порошка. Различают объемное дозирование и дозирование по массе. Объемное дозирование используют при автоматизированном формовании изделий. Дозирование по массе наиболее точный способ, этот способ обеспечивает одинаковую плотность формования заготовок.
Для формования изделий из порошков применяют следующие способы: прессование в стальной пресс-форме, изостатическое прессование, прокатку порошков, мундштучное прессование, шликерное формование, динамическое прессование.
При прессовании, происходящем в закрытом объеме возникает сцепление частиц, и получают заготовку требуемых формы и размеров. Такое изменение объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот между частицами порошка и заклинивания - механического сцепления частиц.
Термическая обработка.
Термической обработкой называется совокупность технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии с целью изменения ее структуры и создания у нее необходимых свойств: прочности, твердости, износостойкости, обрабатываемости или особых химических и физических свойств.
Термообработка бывает предварительная и окончательная.
Предварительная термообработка (отжиг поковок) проводится непосредственно после ковки с целью предотвращения появления флокенов, снижения твердости, для облегчения последующей механической обработки, уменьшения остаточных напряжений и подготовки структуры под окончательную термообработку.
Окончательная термообработка (нормализация, закалка с высоким отпуском и т.д.) придает металлу требуемый уровень механических свойств, обеспечивает необходимую структуру.
Отжигом называется процесс термообработки, состоящий из нагрева стали до заданной температуры, выдержки при этой температуре и последующего медленного охлаждения (рис. 4).
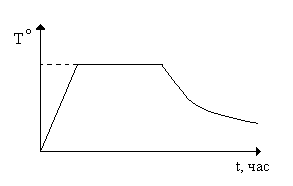
Рис. 4. Отжиг.
Закалка стали – процесс, состоящий из нагрева стали до определенной температуры, выдержки при этой температуре и быстрого охлаждения (рис. 5).
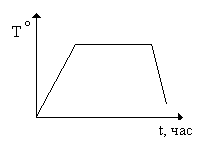
Рис. 5. Закалка
Цель закалки – придание высокой твердости и прочности за счет получения неравновесных структур. Эти неравновесные структуры можно получить лишь при очень высоких скоростях охлаждения.
Длительность выдержки при нагреве под закалку зависит от размеров гуделий и массы садки.
В качестве закалочных сред (для быстрого охлаждения) используются вода, масло индустриальное и раствор щелочи.
Охлаждающая способность жидкостей различна.
Отпуск стали заключается в нагреве до определенных температур (более низких им при закалке), выдержке и охлаждении.
Цель отпуска – перевести структуру стали в более равновесное состояние, придать стали требуемые свойства. Кроме того, при отпуске снимаются внутренние напряжения, полученные при закалке.
В зависимости от температуры, отпуск бывает низкий, средний, высокий.
При низком отпуске сталь нагревается до температуры 150-3000С. Это приводит к снижению внутренних напряжений в стали. При низком отпуске твердость стали снижается незначительно.
При среднем отпуске сталь нагревается до температуры 300-5000С. средний отпуск значительно понижает твердость и обеспечивает высокую вязкость стали. Среднему отпуску подвергают пружины, рессоры, штампы для холодной обработки.
Высокий отпуск проводят при температуре 500-6800С. высокий отпуск значительно понижает твердость и сопротивление разрыву и повышает пластичность и ударную вязкость. Высокому отпуску подвергают валы, оси и т.д.
Химико-термическая обработка.
Химико-термической обработкой называют поверхностное насыщение стали соответствующим элементом (например, – углеродом, азотом и т.д.) путем его диффузии в атомарном состоянии из внешней среды при высокой температуре.
Цементацией называется процесс насыщения поверхностного слоя стали углеродом.
Цель цементации – получение твердой и износостойкой поверхности. Цементация бывает двух видов: газовая цементация и цементация в твердом карбюризаторе.
В качестве твердого карбюризатора применяется активированный уголь (древесный уголь или каменноугольный полукокс) с активаторами.
Газовую цементацию осуществляют нагревом изделия в среде газов, содержащих углерод: синтин, керосин и т.д.
Окончательные свойства цементированных изделий достигаются в результате термической обработки, выполняемой после цементации – закалки и низкого отпуска. Это высокая твердость в цементированном слое и хорошие механические свойства сердцевины.
Заключение.
В данном отчете была сделана более или менее успешная попытка провести обзор металлургических производств. Для составления отчета была привлечена различная литература, ресурсы сети internret. Отчет достаточно краток, и делать его больше по объему вряд ли имеет смысл.
Литература.
I.Бальшин М.Ю., Кипарисов С.С. М. Металлургия 1978 .184с.
2.Раковский B.C., Саклинский В.В. Порошковая металлургия в машиностроении. М.Машиностроение. 1973.126с. Справочное пособие.
3.Либенсон Г.А. Основы порошковой металлургии. М. Металлургия, 1975. 200с.
Ресурсы интернет:
1. http://www.stal.ru Официальный сайт ОАО «Северствль»
2. http://zpm.molodechno.by Молодечненский завод порошковой металлургии. Официальный сайт.
3. http://www.kompozit.spb.ru Официальный сайт ЗАО «Композит».
4. htttp://www.referat.ru Коллекция рефератов.
©Zhav_. 9.09.02. szhav@mail.ru
