

 Реферат: Изготовление технологического процесса изготовления лампы накаливания общего назначения типа В 220 -25
Реферат: Изготовление технологического процесса изготовления лампы накаливания общего назначения типа В 220 -25
Вводы должны удовлетворять следующим требованиям: быть достаточно простыми в конструктивном отношении, технологичными, иметь достаточную механическую прочность, обеспечивать пропускание электрического тока требуемой силы и вакуумную плотность соединения со стеклом во всём диапазоне температур при изготовлении и работе лампы.
Конструкция и материалы ввода определяются маркой стекла, а также типом источника света – его мощностью, областью применения, конструкцией и т.п. Вводы могут быть однозвенными, состоящими из одного металла или сплава, взятого в виде отрезка прутка, проволоки или ленты, или многозвенными, состоящими из двух или более звеньев – отрезков разнородных металлов или сплавов.
Однозвенные вводы применяются для миниатюрных, сверхминиатюрных, самолётных, сигнальных и некоторых других специальных ламп. Многозвенные, в основном, трёхзвенные, вводы широко применяются для массовых ламп, а также многих типов ламп специального назначения.
Изготовление платинитовых вводов.
Платинитовые вводы изготавливаются из отдельных отрезков проволок с помощью газовой или электрической сварки. Рассмотрим отдельно технологический процесс электросварки вводов.
Электрическая (конденсаторная сварка) – это вид сварки, являющийся наиболее массовым и распространённым при изготовлении вводов.
Автомат электросварки типа ЛА-8 представляет собой четырёхпозиционную машину последовательного действия, в которой позиционный барабан переносит одно из звеньев ввода из позиции в позицию, и к нему поочерёдно привариваются другие звенья.
Процесс сварки осуществляется путём оплавления соударяющихся концов двух проволок энергией разряда батареи конденсаторов. При ударной сварке свариваемые детали сначала включаются под электрическое напряжение сварочной установки, а затем производится соударение обеих деталей. Процесс ударной сварки делится на три последовательно протекающие стадии.
В первой стадии при соударении свариваемых деталей возникает ток короткого замыкания, который производит мгновенный интенсивный разогрев свариваемых поверхностей с резким возрастанием давления и взрывообразном выплеском мелких металлических капель.
Во второй стадии происходит оплавление свариваемых поверхностей обеих деталей дуговым разрядом. Дуговой разряд продолжается до вторичного соприкосновения свариваемых деталей, наступающего после того, как сила подачи подвижной детали преодолеет силу отдачи.
Таким образом, с наступлением вторичного соприкосновения свариваемых деталей дуговой разряд переходит снова в короткое замыкание.
В третьей стадии происходит механическая осадка разогретых и оплавленных торцов обеих деталей с выплеском расплавленных частиц из сварного стыка.
Технологический процесс электросварки вводов показан на рис. 3.2
Изготовление трёхзвенных вводов начинается с рихтовки медной проволоки (операция 1), подачи на необходимую длину с одновременным центрированием (операция 2), зажима в губках корпуса позиционного барабана (операция 3 на позиции I), отрезки медного звена (операция 4).
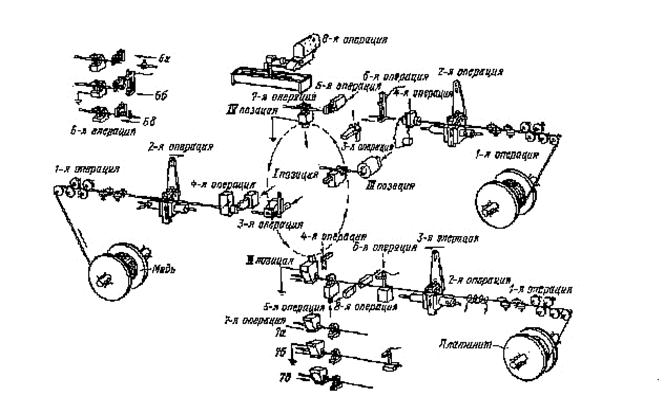
Рис. 3.2 Технологический процесс электросварки вводов
Барабан, поворачиваясь на 90 0, переносит медное звено в позицию II сварки с платинитом (зона нижней сварки). К этой позиции подаётся отрихтованный (операция 1) и просушенный в электроспирали подогрева (операция 2) платинит, установленный на линии сварки с помощью направляющей вилки (операция 4) и центрального зажима (операция 5); одновременно просекатель, электрически соединённый с конденсаторами, прижимается к платиниту (операция 6), просекая слой буры. На позиции II резким перемещением производится сближение концов меди и платинита. Между ними возникает электрический разряд, сваривающий эти два звена (операция 7). После отрезки платинита на заданную длину (операция 8) и отвода платинита назад (для увеличения зазора в месте резки) следует второй поворот барабана на 900. В позиции III специальной оправкой звено палтинита подгибается к оси вращения позиционного барабана для облегчения его центровки в позиции IV. После третьего поворота барабана платинит, сваренный с медью, устанавливается в позиции IV сварки с никелем (зона верхней сварки)
Отрихтованная никелевая проволока (операция 1) подаётся (операция 2) к этой позиции и после центровки (операция 3) зажимается в рычаге-державке никеля и отрезается на заданную длину (операция 4) с последующим отводом отрезанного звена от ножа на 0,8 – 1,0 мм. Резким движением рычага-державки в сторону позиционного барабана (операция 6) сближаются концы платинита и никеля, между ними возникает электрический разряд, производящий сварку. Перед четвёртым поворотом губки корпуса открываются (операция 7) и готовой ввод захватывается съёмником (операция 8), сбрасывающим его в лодочку, установленную перед барабаном.
Таким образом, за полный оборот барабана получаются четыре готовых ввода.
Автомат имеет производительность 105-130 шт/мин и рассчитан на изготовление электродов диаметром никелевого звена до 1,2 мм, медного – до 0,6 м , платинитового – до 0,5 мм и длиной одного из звеньев не более 75 мм.
3.3 Изготовление крючков
Молибден принадлежит к числу редких тугоплавких металлов. Отечественная промышленность выпускает молибденовую проволоку 1 и 2 классов. Проволоку класса 2 с допуском на вес отрезка 3% применяют для изготовления держателей тела накала, впаев в тугоплавкое стекло и нагревательных элементов высокотемпературных электрических печей.
На предприятиях металлургической промышленности обогащённую руду обжигают в пламенных печах с одновременной подачей воздуха. Полученный продукт – молибденовый ангидрид, очищают от примесей.
Сначала заготовительный элемент просеивают, сушат в сушильном шкафу и снова просеивают. Полученный однородный по зернистости сухой порошок прокаливают при 500 0С в электрической печи.
Очищенный просеянный зеленоватый порошок молибденового ангидрида восстанавливают водородом в трубчатых печах с передвигающимися лодками.
Восстановленный порошок молибдена просеивают через сито, перемешивают в смесителе, увлажняют смесью глицерина и спирта и прессуют.
Прессованные штабики подвергают операциям предварительного спекания при 1100-1200 0С и окончательного спекания в одну стадию при токе, равном 90 % тока переплавки. Спекание в вакууме позволяет получить более пластичный и однородный по структуре и механическим свойствам металл.
Ковку молибдена ведут на ротационных ковочных машинах до d = 2,5 мм. Волочение проволоки с применением смазки ведут на блочном стане до d = 1,35 мм и на машинах многократного волочения до выходного диаметра.
Электролитическая очистка
Тянутая молибденовая проволока покрыта плотной чёрной оболочкой, состоящей из графитовой смазки, окислов молибдена и мелкораздробленного металлического молибдена, содранного с поверхности проволоки волоками. Эту оболочку удаляют одним из двух способов: электролитическим травлением в растворах щёлочи и термической обработкой в увлажнённом водороде. При первом способе механические свойства проволоки не изменяются, а при втором – изменяются. Первым способом очищают проволоку для керна, а вторым – для держателей электродов.
Установку электролитной очистки можно питать постоянным или переменным током. При питании постоянным током, очищаемая проволока может быть присоединена к положительному и отрицательному полюсу. На установках электролитической очистки переменным током, проволоку перематывают через четыре секции ванны с проточным электролитом, циркулирующим при помощи центробежного насоса.
Электролитической обработкой проволоки не только удаляют окисло-графитную плёнку, но и частично стравливают верхний слой металла.
Препарирование
Молибденовую проволоку для держателей отжигают в водороде или препарировочном газе с целью придания ей требуемых механических свойств и очистки от графита, окислов и поверхностных загрязнений.
Установка отжига представляет собой колпак, внутри которого укреплён спиральный цилиндрический муфель из молибденовой ленты. Муфель заключён в металлический цилиндр с теплоизоляцией, который окружён змеевиком с проточной водой. Тепло муфеля накапливают электрическим током, подводимым к нему через массивные контакты. В зону накала муфеля впускают проточный водород или препарировочный газ. Отжигаемую проволоку перематывают через муфель и нагревают. Проволока выходит из печи чистой, блестящей, гибкой и прямолинейной.
Аллюминирование
Отпрепарированную проволоку для держателей покрывают тонкой плёнкой алюминия. Плёнку наносят способом горячей металлизации, заключающимся в протягивании подогретой током проволоки через расплавленный металл.
3.4 Изготовление тарелок
Тарелка – короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины колбы. А диаметр и длину цилиндрической части в зависимости от габаритных размеров лампы. На станине автомата развёртки тарелок поворачивается горизонтальная автоматическая карусель, оснащённая 12 зажимными патронами. На 1-ых позициях огни горелок нагревают участок трубки, подлежащей обрезке. На следующих позициях устан-ая система 2-х встречно вращающихся дисковых ножей, из которых один внутренний малый вводится в трубку и прижимает её стенку к большому внешнему ножу. Свободный кольцевой участок трубки постепенно доводится огнями горелок до размягчения. В размягчённый конец трубки вводится вращающаяся чугунная шпилька – райбер и отборт-ет его на конус. При этом трубка и шпилька подогреваются огнями. Далее тарелка остывает, кулачки сжимающие трубку в патроне расходятся и освобождаемая трубка с развёрнутой тарелкой опускается под действием собственного веса на упорную площадку. Из печи отжига и оплавления тарелки попадают сначала на верхнюю, а потом на нижнюю ленту 2-х ярусного транспортёра, на которых они постепенно остывают не прикасаясь друг к другу.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8
