

 Реферат: Физические свойства вакуумно-плазменных покрытий для режущего инструмента
Реферат: Физические свойства вакуумно-плазменных покрытий для режущего инструмента
Если рассматривать МТИ, то микроструктура покрытий, получаемых этим методом (Al2O3, TiC, ZrC и др.) непосредственно зависит от температуры конденсации. При температуре менее 600-700 оС структура состоит из мелкозернистых волокон диаметром ~ 10 нм, разделенных тонкой сеткой пор шириной ~ 1 нм. При 700-1000 оС величина зерна достигает в диаметре 1 мкм [3].
Твердость покрытия зависит от парциального давления реактивного газа, температуры подложки и потенциала на подложке. Так например, твердость TiC достигает 3000 кгс/мм2 при парциальном давлении реактивного газа ~ (1.1¸1.3)×10-3 мм рт. ст., температуре подложки 650 оС и потенциале на подложке 0¸50 В.
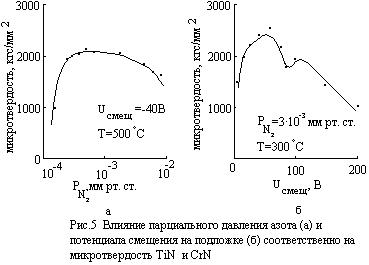 |
На рис.5 показано влияние парциального давления азота и потенциала на подложке на микротвердость покрытий из TiN и CrN, полученных осаждением в разряде с полым катодом [3].
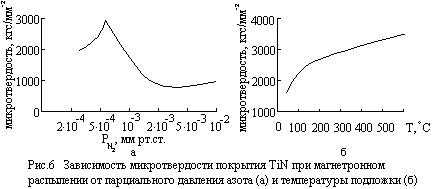
Если рассматривать метод РИБ, то в [3] отмечается, что в зависимости от параметров процесса при магнетронном распылении покрытие TiNx (x меняется от 1 до 0.6) может иметь микротвердость от 1400 до 4000 кгс/мм2 (при температуре подложки 300-330 оС).
Зависимость микротвердости TiN от парциального давления азота так же, как и при МТИ, имеет явно выраженный максимум (рис.6).
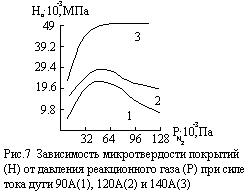
Давление реакционного газа непосредственное влияние оказывает и на микротвердость однослойных покрытий типа MNx и MC в процессе их формирования. Из Рис.7 видно, что с увеличением давления реакционного газа, микротвердость покрытий возрастает, так как поступление большего объема реактивного газа способствует более полному протеканию плазмохимических реакций. Но при дальнейшем увеличении давления микротвердость покрытия снижается, что обусловлено образованием покрытий, имеющих в своем составе повышенную концентрацию химических элементов реакционного газа, приводящих к дефектности структуры и снижению микротвердости [6].
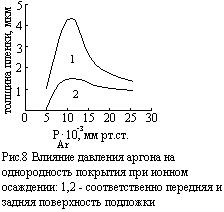
На рис.8 показано влияние давления аргона, в процессе ионного осаждения, на однородность однослойного покрытия (соотношение между толщиной покрытия на передней и задней поверхностях подложки) [3].
Зависимость свойств покрытия от условий его получения можно продемонстрировать и на наибольшее распространенном в качестве
однослойного карбидного покрытия - TiC. На рис.9 приведены данные по
 |
 |
||
износостойкости хромистой стали и покрытий TiC (покрытие получено вакуумно-дуговым методом), нанесенных при давлениях С2Н2 – 0.17 Па (TiC 1) и 0.27 Па (TiC 2) при напряжении на подложке 200 В [9].
Величина К есть удельная скорость изнашивания покрытия,
определяется выражением:
∆V
K = ———— (1)
F × ∆L
В (1), ∆V есть приращение объемного износа покрытия на пути трения ∆L, а F- нагрузка. В [9] установлена зависимость удельной скорости изнашевания от потенциала на подложке (рис.10). Из рисунка видно, что при напряжении 150 В величина К имеет минимум. Это, по-видимому, определяется плотностью покрытия и его адгезионной прочностью.
 |
 |
||
 |
 |
||
Микротвердость покрытия непосредственно определяется и концентрацией реактивного газа, учавствующего в процессе его формирования. Так на рис.11 показана зависимость микротвердости покрытий TiNx от расхода азота при магнетронном распылении, при величине полезной мощности равной 2 кВт [4].
Изменение расход азота влияет не только на микроструктуру осаждаемых пленок TiNx , но так же и на другие свойства пленок, например, на их удельное сопротивление Rs (рис.12), велечина полезной мощности равна 3 кВт. Из рисунка видно, что величина Rx пленок TiNx увеличивается при увеличении расхода азота подобно микротвердости. Максимальное значение удельного сопротивления пленок TiNx приблизительно в пять раз больше, чем для пленок титана [4].
В табл.3 приведены характеристики различных видов одноэлементных покрытий. Из таблицы видно, что карбидные покрытия по своей сути наиболее твердые и жаростойкие, обладают высокой адгезией с материалом инструмента.
Нитридные покрытия более пластичны и менее хрупкие, чем карбидные. Наименее твердыми и наиболее хрупкими из покрытий являются оксиды, но по своим коррозионным свойствам они превосходят карбидные и нитридные покрытия.
Таблица 3
Физические свойства различных представителей одноэлементных износостойких покрытий.
| Свойства | Материал покрытия | ||
| TiC | TiN |
Al2O3 |
|
|
Точка плавления, оС Плотность, кг/м3 Микротвердость, Мпа Модуль упругости, Гпа Коэффициент линейного расширения, град-1 Вязкость разрушения, МПа×м1/2 |
3140 4930 32000 313.7 7.4×10-6 2.2 |
2930 5210 21600 250.28 9.4×10-6 3.4 |
2015 3970 21000 361.29 8.3×10-6 --- |
6.3. Многослойные покрытия.
Непосредственная классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4.
Таблица 4
Классификация многослойных покрытий для режущего инструмента.
| Многослойные | |||
| Одноэлементные | Многоэлементные | Многокомпонентные | Композиционные |
|
На основе Соединения одного Тугоплавкого металла Пример: TiC, TiN |
На основе соединения двух или более тугоплавких металлов Пример: (Ti-Cr)N |
На основе смесей двух или более соединений одного металла Пример: TiCN |
На основе смесей двух или более соединений, двух или более металлов
Пример:TiC-Al2O3-TiN
|
С учетом двойственной природы покрытия, как технологической промежуточной среды между инструментальным и обрабатываемым материалами, использование одного из тугоплавких соединений в качестве покрытия не всегда удолетворяет комплексу требованей к покрытию (пар. 4). Поэтому на практике, при производстве режущего инструмента с покрытием все большее применение находят многослойно-композиционные покрытия с переменными свойствами и химическим составом. Кроме того, они способны хороше сопротивлятся хрупкому разрушению в условиях развития трещин или при сильных пластических деформациях режущей части. Многослойные покрытия рекомендуется наносить на весьма хрупкие и кристаллохимически несовместимые с инструментальным материалом системы, обладающие наибольшей термодинамической устойчевостью среди всех известных соединений. К таким системам можно отнести некоторые оксиды (особенно Al2O3), бориды (HfB2, NbB2, TaB2) и Si3N4. Такие соединения способны сохранять высокую твердость при больших температурах, имеют повышенную пассивность по отношению к обрабатываемым материалам. Эти соединения должны входить в состав многослойно-композиционных покрытий в качестве барьерных слоев, которые могли бы эффективно сдерживать диффузионные процессы, служить своеобразным термоизолирующим слоем, снижать склонность инструментального материала к коррозии и окислению при высоких температурах.
