

 Реферат: Автоматизация процесса нитрования пиридона
Реферат: Автоматизация процесса нитрования пиридона
Реферат: Автоматизация процесса нитрования пиридона
Санкт-Петербургский государственный технологический
институт
(Технический университет)
Кафедра автоматизации процессов химической промышленности.
“Автоматизация процесса нитрования пиридона”.
Пояснительная записка к курсовому проекту по учебной дисциплине
“Проектирование систем автоматизации ”.
Выполнил студент 891 гр. :
Солнцев П.В.
Руководитель:
Новичков Ю.А.
Санкт-Петербург
2004
Оглавление.
Исходные данные.____________________________________________ 3
Введение.___________________________________________________ 3
1. Описание технологического процесса.________________________ 5
2. Описание УВК.___________________________________________ 5
3. Основные решения по автоматизации.________________________ 9
4. Разработка принципиальной схемы автоматизации.____________ 10
5. Компоновка средств автоматизации на щитах.________________ 10
6. Построение электрических схем автоматизации._______________ 10
7.___________________________________ Схемы внешних проводок. 11
Список использованной литературы:___________________________ 13
Приложения.
Исходные данные для проектирования.
1 Расходы (объёмные):
1.1 хладоагента в рубашках реактора и стаб-ра Gхл = 3,8 м3/час
1.2 кислоты на входе реактора Gк = 0,3 м3/час
1.2 нитромассы на выходе из реактора Gвых = 1,3 м3/час
1.3 пиридона на входе реактора Gп = 1 м3/час
1.4 воды на входе стабилизатора Gвод = 2,6 м3/час
1.5 готовой смеси на выходе стабилизатора Gкон = 2,6 м3/час
2 Концентрации азотной кислоты
2.1 на входе в реактор Скн = 0,6 кмоль/м3
2.2 на выходе из реактора Скк = 0,132 кмоль/м3
3 Объёмы
3.1 реактора V = 6 м3
3.2 жидкой фазы в реакторе с коэффициентом заполнения 0,8
Vж = 0,8*6 = 4,8 м3
4 Температуры:
4.1 нитромассы на выходе реактора q1 = 410C
4.2 смеси на выходе из стабилизатора q2 = 200C
4.3 хладоагента на выходе из реактора q1хлк = 150C
4.4 хладоагента на выходе из стабилизатора q2хлк = 210C
5 Порядок реакции n = 1
5.1 нитромассы в реакторе L1 = 1,5м
5.2 воды в сбросной ёмкости L3 = 3м
5.3 смеси в стабилизаторе L2 = 1,5м
6 Вакуум
6.1 в линии отвода окислов 300 гПа
Введение.
Автоматизация технологических процессов является одним из решающих факторов повышения производительности и улучшения производственного процесса. Все существующие и строящиеся промышленные объекты в той или иной степени оснащаются средствами автоматизации.
В данной курсовой работе разрабатывается проектная автоматизация процесса нитрования пиридона.
Целью курсового проекта является разработка функциональной схемы автоматизации, компоновка средств автоматизации на щитах и пультах, построение и оформление электрических и пневматических схем автоматизации, выполнение схем внутренних и внешних проводок.
1. Описание технологического процесса.
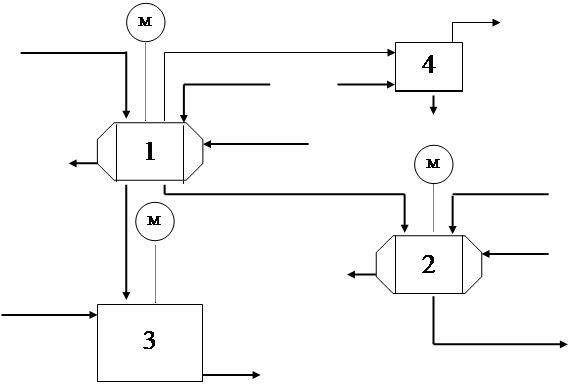
В качестве объекта автоматизации рассматривается реактор полного смешения непрерывного действия с рубашкой и мешалкой (рис 1).
Смесь пиридона с уксусным ангидридом (с параметрами Gп, qп, Срп) подаётся на вход реактора (1). Туда же подаётся азотная кислота (с параметрами Gк, qк, Скн, Срк). Процесс идёт при температуре q1; съём тепла осуществляется подачей холодной воды (с параметрами Gхл, qхлн, Срхл) в рубашку реактора. Из реактора нитромасса (с параметрами Gвых, qвых, Скк, Срвых) поступает в стабилизатор (2), где охлаждается холодной водой до температуры q2 и разбавляется водой в соотношении 1:2, после чего идёт на стадию кристаллизации (с параметрами Gсм, qсм, Срсм).
На случай аварии предусмотрена сбросная ёмкость (3), заполненная водой. Все аппараты, содержащие азотную кислоту, соединены с ловушкой окислов азота (4) и линией разряжения.
Процесс нитрования пиридона протекает при температуре q1, давлении Р и уровне жидкости h1. Азотная кислота является ключевым компонентом. Расход уксусного ангидрида с пиридоном определяется производительностью предыдущего аппарата и по нему действует возмущение.
|
|
|
|
|
|
|
|
|
1- реактор полного смешения непрерывного действия; 2 – стабилизатор; 3 – сбросная ёмкость; 4 – ловушка окислов азота.
Рисунок 1 - Технологическая схема процесса нитрования пиридона.
В качестве управляющего вычислительного комплекса (УВК) в данном проекте выбран контроллер Matsushta FP2.
Matsushta FP2 — это компактный многоканальный многофункциональный высокопроизводительный микропроцессорный контроллер, предназначенный для автоматического регулирования и логического управления технологическими процессами. Контроллер предназначен для построения управляющих и информационных систем автоматизации технологических процессов малого и среднего (по числу входов-выходов) уровня сложности и широким динамическим диапазоном изменения технологических параметров, а также построения отдельных подсистем сложных АСУ ТП, обеспечивая при этом оптимальное соотношение производительность/стоимость одного управляющего или информационного канала.
В составе контроллера FP2 имеются модули выхода на сеть PROFIBUS FMS (для систем управления высокого уровня – универсальный модуль FP2-FMS/DP-M) и PROFIBUS DP (для управления распределенными полевыми устройствами от простых модулей до контроллеров FP1 и FP0 - модуль FP2-DP-M). Универсальный модуль FP2-FMS/DP-M может поддерживать работу обеих сетей одновременно. Количество станций в сети –до 125.
В кросс-платы может быть установлено до 2 модулей PROFIBUS; скорость передачи – от 9,6 кбит/с (расстояние – до 1200м без репитера и 4800м – с репитером) до 12Мбит/с (расстояние – до 100м без репитера и 400м – с репитером). Порт – 9-контактное гнездо в стандарте RS485
