

 Реферат: Расчет затвердевания плоской отливки
Реферат: Расчет затвердевания плоской отливки
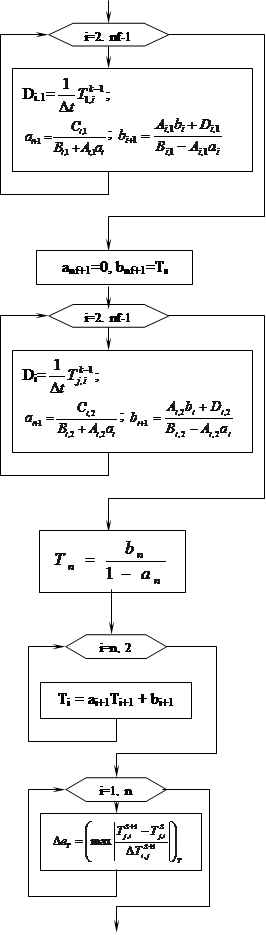
7) Рассчитать прогоночные коэффициенты ai+1, bi+1 для Метв. и Меж., s=0 с учетом что Тnf=Тз.
Т1=р2Т2+g2
Тi=а2Т2+в2
Найти а2 и в2:
а2=1,
![]() (45)
(45)
![]() (46)
(46)
![]()
8) Рассчитать температуру на оси симметрии
![]() (47)
(47)
![]()
9) Рассчитать температурное поле жидкого и твердого металла
![]() (48)
(48)
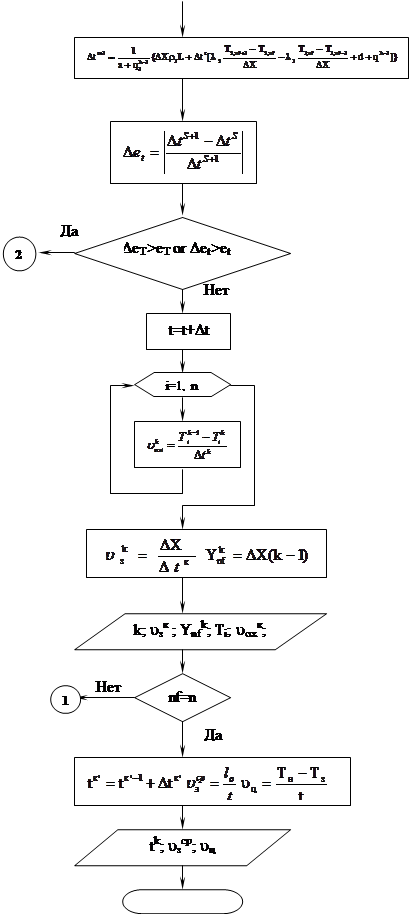
10) Пересчитать значения ∆tк по итерационному процессу (24)
![]()
d – параметр итерации (d=0…1)
проверяем точность;
11) Скорость охлаждения в каждом узле i рассчитать по формуле:
![]() ,
оС/с (50)
,
оС/с (50)
12) Скорость затвердевания на каждом временном шаге:
![]() ,
м/с (51)
,
м/с (51)
13) Средняя скорость охлаждения на оси отливки:
![]()
14) Положение фронта затвердевания по отношению к поверхности отливки
![]() ,
к – шаг по времени (52)
,
к – шаг по времени (52)
15) Полное время затвердевания
![]() ,
к′ - последний шаг (53)
,
к′ - последний шаг (53)
16) Средняя скорость затвердевания отливки
![]() (54)
(54)
|
|
|||
|
|
|||
|
|
|
||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
|
|
|||
 Блок-схема
Блок-схема
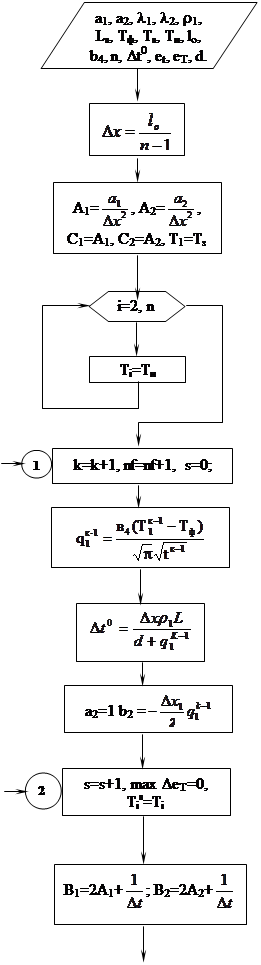
- [Вводим исходные данные
- [Вычисляем шаг по пространству
- [Вычисляем коэффициенты Аj, Сj для подстановки в (32), (33) и задаем температуру в первой точке
![]() -
[Температурное поле для первого шага по времени
-
[Температурное поле для первого шага по времени
![]() - [Делаем шаг
по времени
- [Делаем шаг
по времени
- [Вычисляем плотность теплового потока
- [Шаг по времени в нулевом приближении
- [Начальные прогоночные коэффициенты
- [Шаг по итерации
- [Вычисляем коэффициенты Bj для подстановки в (32), (33)
- [Вычисляем прогоночные коэффициенты по твердому металлу
- [Прогоночные коэффициенты для фронта
- [Вычисляем прогоночные коэффициенты по жидкому металлу
- [Температура на оси симметрии
- [Расчет температурного поля
- [Ищем максимальный температурный шаг
- [Уточняем Dt
- [Точность временного шага
- [Проверка точности
- [Расчет времени
- [Скорость охлаждения в каждом узле
- [Скорость затвердевания и положение фронта
- [Вывод результатов
- [Проверка достижения фронтом центра отливки
- [Расчет полного времени, ср. скорости затвердевания ср. скорости охлаждения на оси отливки
Вывод результатов
- [Конец.
ПрограммаCLEAR , , 2000
DIM T(1000), T1(1000), AP(1000), BP(1000), Vox(1000), N$(50)
2 CLS
N = 100: KV = 50: N9 = 5: L = .015
TM = 293: TI = 1345: TS = 1312.5
BM = 1300: a1 = .000036: a2 = .000021
TA0 = .01: ETA = .01: E = .01
l1 = 195: l2 = 101
R0 = 8600: LS = 221000
AF = 0: Pi = 3.14159265359#
3 PRINT "Число шагов N, штук"; N
PRINT "Длина отливки L, м"; L
PRINT "Температура формы Tf, К"; TM
PRINT "Начальная температура сплава Tн, К"; TI
PRINT "Температура затвердевания Tz, К"; TS
PRINT "Bф "; BM
PRINT "Первый шаг по времени, Tk0 "; TA0
PRINT "Точность по времени, Еt "; ETA
PRINT "Точность по температуре, ЕТ "; E
PRINT "Температуропроводность Ме твердого, а1 "; a1
PRINT "Температуропроводность Ме жидкого, а2 "; a2
PRINT "LS= "; LS
PRINT "Коэф. теплопроводности, l1 "; l1
PRINT "Коэф. теплопроводности, l2"; l2
PRINT "Плотность Ме твердого, р1 "; R0
INPUT "Изменить данные <y/n>"; QV$
IF QV$ = "Y" THEN GOSUB 222
48 N1 = N - 1
DX = L / (N - 1)
A = a1 / DX ^ 2
B1 = 2 * A
RL = R0 * LS * DX
NF = 1
B2 = l1 / DX
KV1 = 1
AL = a2 / DX ^ 2
BL1 = 2 * AL
BL2 = l2 / DX
T(1) = TS
T1(1) = TS
FOR i = 2 TO N
T(i) = TI
T1(i) = TI
NEXT i
TA = TA0
K = 1
dta = .01
GOTO 103
101 K = K + 1
NF = NF + 1
B3 = SQR(Pi * TA)
q = BM * (T(1) - TM) / B3
dta = RL / (AF + q)
B5 = BM * TM / B3
B3 = BM / B3
B4 = B2 + B3
AP(1) = B2 / B4
BP(1) = B5 / B4
T(NF) = TS
NF1 = NF - 1
NF2 = NF + 1
K1 = 0
102 K1 = K1 + 1
Et = 0
B3 = SQR(Pi * (TA + dta))
q = BM * (T(1) - TM) / B3
B5 = BM * TM / B3
B3 = BM / B3
B4 = B2 + B3
AP(1) = B2 / B4
BP(1) = B5 / B4
