

 Реферат: Оптоволокно
Реферат: Оптоволокно
Все методы протягивания волокна имеют такую стадию (стадии) на которой волоконная жила скользит по некоторой поверхности, например, барабана или кабестана. Поэтому оптические волокна требуется покрывать дополнительной тонкой пленкой оболочкой, облегчающей скольжение волокон при намотке и скручивании. Такая оболочка или смазки не постоянна, она удаляется на этапе перед покрытием оптоволокна постоянной защитной оболочкой или металлом. Кроме того, скользящее по поверхности волокно электризуется. Накопленный заряд легко снимается, если, например, заземлить барабан, на который производится намотка. Снятие статического заряда может производиться несколько раз в процессе изготовления волокна.
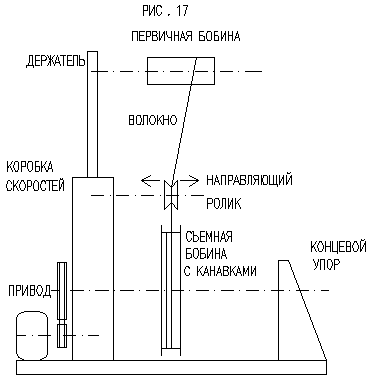 Нерегулярные светопроводящие
жгуты (несколько светопроводящих волокон) можно легко изготовить, наматывая
непрерывное волокно (либо сразу после вытягивания, либо с предварительной
накопительной бобины) на барабан с приемной канавкой – матрицей (рис.17).
Окружность барабана соответствует длине жгута. Если требуется очень длинный
жгут канавку можно сделать не кольцевой, а винтообразной. Концы жгута
заделываются в наконечники из металла или пластика. Этим достигается более
плотная упаковка волокон.
Нерегулярные светопроводящие
жгуты (несколько светопроводящих волокон) можно легко изготовить, наматывая
непрерывное волокно (либо сразу после вытягивания, либо с предварительной
накопительной бобины) на барабан с приемной канавкой – матрицей (рис.17).
Окружность барабана соответствует длине жгута. Если требуется очень длинный
жгут канавку можно сделать не кольцевой, а винтообразной. Концы жгута
заделываются в наконечники из металла или пластика. Этим достигается более
плотная упаковка волокон.
Способы изготовления регулярных жгутов в основном те же, что и нерегулярных. Ясно, что при изготовлении регулярных жгутов особое внимание следует уделять правильности укладки волокон. При намотке на барабан каждый виток укладывается строго последовательно (без смещений). Для этой цели служит намоточный станок с точным направляющим устройством. Полное поперечное сечение жгута ограничивается размерами намоточной канавки-матрицы барабана. После намотки кольцевая заготовка жгута разрезается без нарушения взаимного расположения волокон. Существенным является выполнение следующего условия: пара волокон, смежная на одном конце жгута обязана быть смежной и на другом конце. Это же условие должно выполняться при намотке волокна. Для обеспечения данного условия концы уложенного жгута ещё до разрезания должны быть скреплены наконечниками или каким - нибудь клеем. Винтовую намотку следует производить всегда в одном и том же направлении, а для временного клея применять такой, который без остатка выгорает при последующем спекании волокон на торцах жгута. Регулярную намотку можно производить непосредственно после вытягивания волокна. Барабан может быть покрыт эластичным материалом, обладающим хорошими сцепными свойствами со связующем веществом оптоволокна. Отвердевание связующего вещества ускоряется путем намотки эклектического проволочного нагревателя на барабан в тех местах, где кольцевая заготовка затем будет разрезана. Начальный участок волокна (утолщенный вследствие того, что линейная скорость барабана не достигла еще постоянного значения) укладывается на барабане в отдельную канавку. Волокно следует смачивать ацетоном для более плотной упаковки витков. Короткие тонкие жгуты могут быть упорядочены путем обработки их ультразвуком в специальном сосуде.
Полученный вышеописанными способами жгут находится в скрученном состоянии. Поэтому он должен быть распрямлен. Жгут необходимо нагреть до температуры, при которой короткие волокна, лежащие ближе к центру барабана, вытянутся под действием собственного веса или небольших добавочных грузов. При этом не нарушается порядок укладки волокон, но возможно спекание отдельных световодных жил, что неизбежно приведет к уменьшению гибкости жгута.
Возможен другой способ распрямления. Перед разрезанием два потенциальных конца укрепляются на двух половинках маленькой разборной катушки, содержащей канавку, того же поперечного сечения, что и жгут. После разделения каждую половину отводят, сохраняя натяжение волокон в жгуте, по некоторой траектории таким образом, что короткие волокна на концах жгута наматываются на полукатушку. Разность длин отдельных слоев равна размеру полукатушек. Затем распрямляются длинные волокна, натянутые между полукатушками. Следует учитывать тот факт, что при таком распрямлении волокна смещаются продольно относительно друг друга, что может привести к нарушению их относительного расположения на торцах жгута, а следовательно и регулярности укладки.
Для механической обработки на торцах жгута волокна должны быть прочно соединены каким-нибудь связующим веществом, заполняющем промежутки между отдельными волокнами. Для этой цели наилучшим образом подходят эпоксидные смолы и пластмассы. Полученный монолит достаточно твердый для шлифовки и полировки (при использовании соответствующих абразивов). Для получения более плотной упаковки волокна частично спекают на концах. Следует следить за тем, что бы спекание не привело к разрешению световода в переходной зоне между спеченным монолитом и более подвижной свободной частью волокна.
3.2.5 Очистка жгута от оборванных волокон.
 В
процессе перемотки с одного барабана на другой при укладке в жгут волокно может
оборваться. При этом процесс укладки не следует начинать заново: оторвавшийся
конец, находящийся на первичном барабане, вновь укладывается на вторичный
барабан и намотка продолжается в том же режиме, что и до обрыва. После того,
как жгут будет собран, в нем, очевидно, останутся волокна, один или оба конца
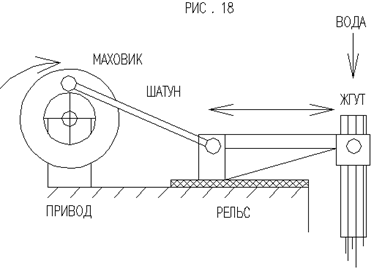
которых не лежат на торцах жгута. Подобные волокна не участвуют в переносе изображения
– светящейся точке на входе будет соответствовать темная точка отсутствующего
волокна на выходе. Для избавления от лишних волокон жгут необходимо подвергнуть
внешнему воздействию, которое удалит лишние волокна, - вибрации на установке
показанной на рис.18 (аналог шатуна паровоза). Один торец жгута зажимается в
струбцине и жгут некоторое время подвергается колебанию. С незафиксированного
конца выходят оборванные в процессе намотки волокна, которые без труда
удаляются. Затем жгут переворачивают и закрепляют другой стороной. Для
перевернутого жгута процесс повторяется. Чтобы повысить эффективность установки
следует на закрепленный конец подавать воду. Вода окажет дополнительное
выталкивающее воздействие и, к тому же, будет способствовать выскальзыванию световодов.
В
процессе перемотки с одного барабана на другой при укладке в жгут волокно может
оборваться. При этом процесс укладки не следует начинать заново: оторвавшийся
конец, находящийся на первичном барабане, вновь укладывается на вторичный
барабан и намотка продолжается в том же режиме, что и до обрыва. После того,
как жгут будет собран, в нем, очевидно, останутся волокна, один или оба конца
которых не лежат на торцах жгута. Подобные волокна не участвуют в переносе изображения
– светящейся точке на входе будет соответствовать темная точка отсутствующего
волокна на выходе. Для избавления от лишних волокон жгут необходимо подвергнуть
внешнему воздействию, которое удалит лишние волокна, - вибрации на установке
показанной на рис.18 (аналог шатуна паровоза). Один торец жгута зажимается в
струбцине и жгут некоторое время подвергается колебанию. С незафиксированного
конца выходят оборванные в процессе намотки волокна, которые без труда
удаляются. Затем жгут переворачивают и закрепляют другой стороной. Для
перевернутого жгута процесс повторяется. Чтобы повысить эффективность установки
следует на закрепленный конец подавать воду. Вода окажет дополнительное
выталкивающее воздействие и, к тому же, будет способствовать выскальзыванию световодов.
4. Контроль параметров волокна.
4.1 Контроль толщины волокна и чистоты поверхности.
Волокна характеризуются достаточно большим количеством параметров. Наиболее важные из них – диаметр волокна, состояние поверхности, толщина оболочки, механическая прочность, тепловые характеристики, спектральное пропускание, рассеяние света, неоднородность, двойное лучепреломление. Данные параметры влияют в первую очередь на разрешающую способность волоконного жгута, его светопропускание и, в конечном счете, на качество передаваемого жгутом изображения.
Для измерения диаметра отдельных волокон
нельзя применять механические методы из-за малости диаметра волокон (25-50-100
мкм, возможно меньше). Наилучший результат, т.е. максимальную точность
измерений, дают только оптические методы. Измерение диаметра проводится путём
оптического контроля расстояния между двумя точными роликами, сжимаемыми
пружиной, при прохождении между ними волокна. В данном случае используются
оптические методы увеличения механических перемещений. Повешение
чувствительности достигается путём применения двух параллельных зеркал, одно из
которых присоединено к механическому рычагу ролика с пружиной. Изображение
источника света после многократных отражений от зеркал 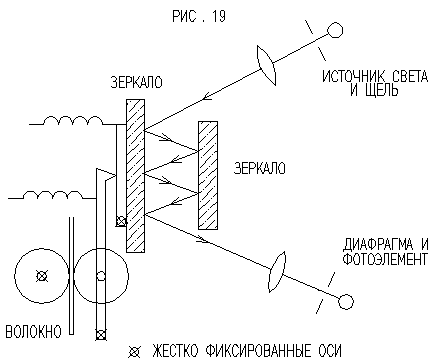 проецируется
на экран или фотоэлемент (рис.19). Высокая чувствительность достигается за счет
сложения механического и оптического усиления. Точность данного метода
ограничена механическими перемещениями, вибрациями, дефектами поверхности
роликов. Для измерения диаметра волокна можно так же использовать
микропроектор. В таком случае волокно проходит через тщательно
стабилизированные ролики, а изображение волокна увеличивается микропроектором.
Диаметр волокна может измеряться непрерывно, но возможно так же измерение
диаметра волокна через случайные (но достаточно короткие) интервалы времени.
Использование фотоэлемента позволяет получить электрические сигналы, связанные
с изменением диаметра волокна. В данном случае фотоэлемент осуществляет
обратную связь в системе контроля.
проецируется
на экран или фотоэлемент (рис.19). Высокая чувствительность достигается за счет
сложения механического и оптического усиления. Точность данного метода
ограничена механическими перемещениями, вибрациями, дефектами поверхности
роликов. Для измерения диаметра волокна можно так же использовать
микропроектор. В таком случае волокно проходит через тщательно
стабилизированные ролики, а изображение волокна увеличивается микропроектором.
Диаметр волокна может измеряться непрерывно, но возможно так же измерение
диаметра волокна через случайные (но достаточно короткие) интервалы времени.
Использование фотоэлемента позволяет получить электрические сигналы, связанные
с изменением диаметра волокна. В данном случае фотоэлемент осуществляет
обратную связь в системе контроля.
Для исследования поверхности волокна можно применить оптическую микроскопию. Вследствие того, что глубина резкости микроскопа с большим увеличением ограничена, и поверхность волокна имеет обычно цилиндрическую форму, в плоскости изображения оказывается только небольшой участок поверхности световода. Однако правильный выбор увеличения и фокусировки при продольном сканировании позволяет исследовать поверхность волокон полностью. Такой метод позволяет выявить и отбраковать волокна, имеющие механические дефекты (царапины). Для волокна с оболочкой интерес представляет исследование поверхности раздела сердцевина – оболочка, именно на ней происходят многократные полные внутренние отражения. Для анализа поверхности раздела материал - сердцевина волокно помещают между двумя покровными стеклами и заполняют пространство между ними жидкостью, показатель преломления которой равен показателю преломления материала оболочки. Оболочка в такой среде перестаёт играть роль. Торец волокна освещается, а боковая поверхность осматривается через микроскоп. Естественно, что любой дефект границы раздела может легко быть обнаружен визуально. Следует отметить, что граница раздела в стеклянных волокнах со стеклянной оболочкой отличается высоким качеством и имеет большой коэффициент отражения. Поверхностная структура волокна хорошо просматривается при использовании электронного микроскопа. Контроль поверхности стекловолокно лучше производить по истечении некоторого времени, дав возможность волокну остыть, а дефектам проявиться в полной мере. Средний размер поверхностных дефектов составляет 30-50 нм в ширину и 5-15 нм в высоту. На таких неоднородностях наблюдается рассеивание света.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8
