

 Курсовая работа: Микропроцессорная система дрессировочного стана
Курсовая работа: Микропроцессорная система дрессировочного стана
Курсовая работа: Микропроцессорная система дрессировочного стана
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО
Череповецкий государственный университет
Институт информационных технологий
Кафедра автоматизации и систем управления
Расчетно-пояснительная записка к курсовой работе
Микропроцессорная система дрессировочного стана
по дисциплине
Проектирование микропроцессорных систем
Выполнили: студентки группы 1АП-41
Новожилова Е.В., Лушкина Н.С.
Научный руководитель: к. т. н. Харахнин К.А.
Череповец 2010 г.
Содержание
Введение
1. Технологическая часть
2. Аппаратные средства микропроцессорной системы
3. Описание технических средств для реализации проекта
4. Описание программных средств для реализации проекта
5. Программа для работы микропроцессорного контроллера на языке ассемблер
6. Программа для персонального компьютера на языке с++ в среде Borland C++Builder 6
7. Графическая часть:
А. Электрическая принципиальная схема микропроцессорной системы
Б. Алгоритмы работы системы
В. Окно программы для персонального компьютера
Заключение
Список литературы
Введение
В ходе курсового проекта разрабатывается микропроцессорная система для измерения относительной деформации полосы на дрессировочном стане.
Дрессировочный стан — прокатный стан, служащий для отделки (дрессировки) тонких металлических листов и ленты посредством холодиной прокатки с малыми обжатиями (около 2—3%). Характерной особенностью дрессировочных станов является их несколько облегчённая конструкция и меньшая, по сравнению с другими станами холодной прокатки, мощность привода. Дрессировочные станы конструируются большей частью как одноклетьевые, двухвалковые или четырёхвалковые. Станы последнего типа отличаются лучшими условиями работы подшипников валков и меньшим расходом энергии. По обеим сторонам станов для дрессировки ленты устанавливаются моталки для намотки ленты. Для дрессировки листов часто строятся многоклетьевые дрессировочные станы линейного типа. Такой стан представляет, по существу, несколько станов, установленных рядом и работающих на одном приводе; каждый из этих станов — одноклетьевой или многоклетьевой. В последнем случае клети расположены последовательно, одна за другой. Процесс дрессировки аналогичен процессу холодной прокатки, его осуществляют в один пропуск с меньшими обжатиями и без подачи эмульсии или технологической смазки. При этом валки профилируют подогревом с помощью специальных горелок.
При дрессировке, однако, практически нельзя применять обжатия больших степеней, так как в противном случае пластические свойства материала из-за упрочнения падают. При дрессировке повышается твердость и снижается вязкость металла. Излишняя дрессировка вызывает после деформирования склонность стали к старению, а это приводит к ухудшению физико-механических свойств металла. При дрессировке предел прочности стали повышается очень незначительно, твердость несколько возрастает, а относительное удлинение уменьшается. Что касается условного предела текучести, то его изменение при дрессировке носит сложный характер. Так, для малоуглеродистых сталей предел текучести при степени деформации от 05 до 12 % уменьшается, а при дальнейшем увеличении степени деформации начинает возрастать. При дрессировке с обжатием порядка 0% в поверхностных слоях полосы происходит отрыв дислокаций, благодаря чему предел текучести при растяжении соответственно уменьшается. При дрессировке электротехнических сталей подача смазки позволяет увеличить обжатие до 14% (вместо 5 - 6% при отсутствии смазки) без перегрузки стана и осуществить промышленное производство этих сталей с однократной дрессировкой. Станы для дрессировки стали имеют одну или две клети: кварто-кварто или кварто-дуо. При дрессировке на двухклетевых непрерывных станах суммарная деформация делится на два обжатия. Обжатие в первой клети всегда больше, а с помощью второго (меньшего по величине) обжатия осуществляется правка полосы и уменьшается ее разнотолщинность.
1. Технологическая часть
Схема процесса дрессировки представленна на рис.1.
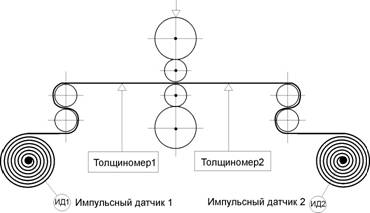
Рис.1. Схема технологического процесса
Дрессировку металла производят после его термической обработки. Отожженный лист поступает на дрессировочный стан, на котором производится прокатка с малым обжатием, порядка 0,5-3%. Дрессировка необходима для того, чтобы получить стальной лист, относительно мягкий внутри и твёрдый на поверхности, пригодный для глубокой штамповки, и, кроме того, произвести окончательную отделку поверхности холоднокатаного отожженного листа. Для дрессировки служат специальные дрессировочные станы, нереверсивные, мало отличающиеся в конструктивном отношении от обычных станов холодной прокатки.
Цель дрессировки является улучшение поверхности стали, имеющей после горячей прокатки и травления много неровностей, а также для создания поверхностного упрочнения (наклепа), что имеет существенное значение для листов, подвергаемых в дальнейшем холодной штамповке, так как при недостаточно жесткой поверхности металла на ней могут появиться линии сдвига (следы от пересечения плоскостей сдвигов с внешней поверхностью листа).
В процессе дрессировки деформация листа должна быть незначительной, и необходимо проводить четкий контроль относительной деформации полосы на дрессировочном стане. Расчет этого параметра можно провести следующим образом:
![]() ,
,
где ![]() - количество импульсов на выходе
клети, полученных от импульсного датчика, полученных с импульсного датчика,
- количество импульсов на выходе
клети, полученных от импульсного датчика, полученных с импульсного датчика, ![]() - количество
импульсов, полученных с импульсного датчика на входе.
- количество
импульсов, полученных с импульсного датчика на входе.
Для измерения толщины используется радиоизотопный толщинометр, формирующий на своем выходе аналоговое напряжение в диапазоне 0-2,5В. Сигналы с датчиков подаются на соответствующие входы микропроцессорной системы (SDK), которая обрабатывает полученные данные и отправляет их по последовательному порту в управляющий компьютер, который производит необходимые расчеты.
2. Аппаратные средства микропроцессорной системы
В качестве микропроцессорной системы для проведения проектных работ используется учебный стенд SDK1.1 на базе микроконтроллера ADuC842 с 12-разрядными АЦП и ЦАП, встроенным высокоскоростным МК с ЭРПЗУ (FLASH) на 62 кб. Структурная схема стенда представлена на рис. 2.
Учебный лабораторный комплекс SDK-1.1 предназначен для освоения архитектуры и методов проектирования:
• Систем на базе микропроцессоров и однокристальных микроЭВМ:
• Встраиваемых контроллеров и систем сбора данных:
• Периферийных блоков вычислительных систем:
• Подсистем ввода-вывода встраиваемых систем.
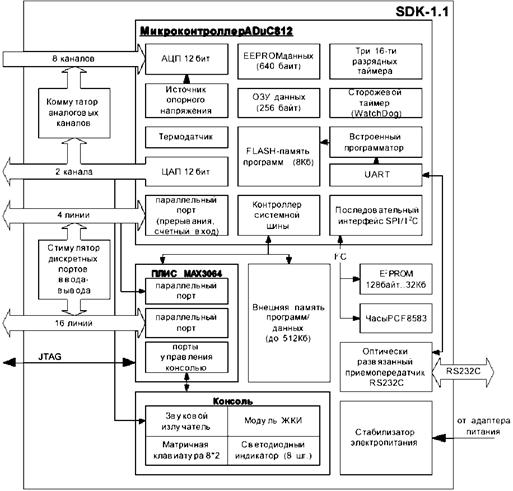
Рис 2. Структурная схема стенда
Описание архитектуры стенда
Основу лабораторного комплекса микропроцессорный стенд SDK-1.1 на базе процессора ADuC812 или ADuC842.
Аппаратные блоки стенда:
- вычислительное ядро на основе 8-разрядного процессора ADuC812 (ADuC842), FLASH-памяти и внешнего ОЗУ объемом до 512Кб. Процессорное ядро является клоном ядра Intel MCS51.
- COM-порт для связи с ПК (интерфейс RS232C);
- жидкокристаллический индикатор для вывода текста с поддержкой русского алфавита (2 строки по 16 символов);
- программируемая логическая интегральная схема (ПЛИС) семейства MAX3000A фирмы Altera. В очень упрощенном виде ПЛИС представляет собой набор макроячеек и механизм для организации связи между ними. Микросхема EPM3064A содержит 64 макроячейки. В стенде SDK-1.1 MAX3064A используется как расширитель портов ввода-вывода. Микросхема MAX3064A подключена к внешней шине ADuC812
- порт дискретного ввода-вывода, предназначенный для ввода и вывода информации, представленной в двоичном виде. Сигнал на входе или выходе дискретного порта может принимать значение логического нуля или единицы. В SDK-1.1 дискретные порты выведены на разъем J3. Эти порты можно использовать для подключения модулей SDX или каких- либо других внешних устройств. Кроме этого, к дискретным входам-выходам подключены DIP переключатели, позволяющие задавать фиксированные значения сигналов на входах.
- аналоговый порт ввода на базе 8-миканального 12-тиразрядного АЦП;
- аналоговый порт вывода на основе двух 12-тиразрядных ЦАП;
- EEPROM-память емкостью 640 байт;
- второй блок EEPROM-памяти емкостью до 32 Кб, подключенный к вычислителю через интерфейс I2C;
- три 16-тиразрядных таймера-счетчика с внешними счетными входами (возможностью подачи сигналов через переключатели стенда) и блоком захвата/сравнения для измерения параметров и/или формирования дискретных сигналов;
- сторожевой таймер;
- линейку из 8 сигнальных светодиодов;
- акустический пьезокерамический излучатель;
- матричная клавиатура на 16 клавиш организована в виде матрицы 4x4. Доступ к колонкам и рядам организован как чтение/запись определенного байта внешней памяти (4 бита соответствуют 4 колонкам, другие 4 бита - рядам). При нажатии на кнопку, происходит изменение значения сигнала на входе соответствующего ряда с единицы на ноль
- часы/календарь с возможностью подключения внешней батареи питания.
Распределение памяти
Стандартная для архитектуры 8051 структура внутренней памяти представлена четырьмя банками по 8 регистров общего назначения (диапазоны адресов 00h-07h, 08h-0Fh, 10h-17h, 18h-1Fh), битовым сегментом (20h-2Fh), свободным участком 30h-7Fh, областью размещения SFR (регистров специального назначения) 80h-FFh, доступной при прямой адресации, и свободной областью 80h-FFh, доступной при косвенной адресации.
